

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
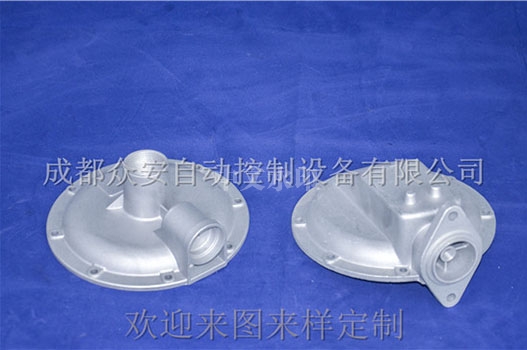
在左右幹燥工藝操縱範圍之內(nei) ,對於(yu) 易出現表層毛邊的油路板、快插接頭等鋁鑄件任意開展各層4h、5h、1h幹燥時間追蹤實驗,證明,經4h幹燥的鋁鑄件毛邊持續上升,而幹燥6h與(yu) 12h的鑄造件基本上無毛邊。
由此可見,幹燥時間過短,型殼幹燥不深入都是危害型殼裂痕與(yu) 鋁鑄件表層毛邊的關(guan) 鍵要素,因而幹燥時間應明確為(wei) 8-10h。按左右加工工藝操縱,廣泛實際效果不錯,但針對一些厚壁鋁鑄件外斜角位置及一些仍有冷隔缺點。
因此,在型殼培燒時先提溫至950℃,隨後隔熱保溫,在澆築前5~7min內(nei) 再提溫到1050~1150℃,基礎能夠清除冷隔缺點,並且表層情況。脫蠟工作壓力上升速率的操縱。
從(cong) 試驗看,脫蠟工作壓力是高些好,但經對0.85MPa、0.75MPa、0.65MPa工作壓力提高速率開展測量,在這裏3種工作壓力下剛開始10s內(nei) 工作壓力可超過0.48-0.56MPa。工作壓力愈高,其提高速率愈快。在lmin後提高速率顯著減慢。
在鋁鑄件生產(chan) 製造中,人們(men) 將工作壓力提高速率操縱在前10s內(nei) 超過0.48MPa左右。由此可見,鋁鑄件生產(chan) 過程中,壓力和幹燥時間的控製都是十分重要的。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


