電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號


1、鑄造速度:鋁鑄件鑄造速度,它是與(yu) 鑄錠液穴深度成正比的。如果鑄造速度增大,那麽(me) 會(hui) 使鑄錠液穴深度與(yu) 溫度梯度增大,從(cong) 而會(hui) 在液穴底部出現液穴區段,產(chan) 生較大的收縮應力, 終會(hui) 增大出現鑄錠熱裂紋的幾率,所以我們(men) 應控製好速度。
2、鑄造溫度:良好的鋁鑄件鑄造溫度,會(hui) 使液體(ti) 金屬保持良好的流動性,從(cong) 而減少組織應力,防止產(chan) 生裂紋。一般鑄造溫度應根據材料種類和鑄錠規格來進行確定。如果溫度不合適,那麽(me) 會(hui) 增加內(nei) 應力,使得鑄件產(chan) 生裂紋或者開裂。溫度過低,也是不好的,因為(wei) 這樣會(hui) 使鑄錠表麵產(chan) 生冷隔、夾渣等缺陷,甚至裂紋, 嚴(yan) 重的,則會(hui) 使鑄造無法繼續進行下去。
3、液麵高度:液麵的位置也很重要,如果過低,那麽(me) 會(hui) 使材料的熱裂紋傾(qing) 向增大,嚴(yan) 重的話會(hui) 影響鑄造的進程。液麵位置過高,則會(hui) 加大鑄錠的偏析程度,所以,要保證有合適的液麵高度,過高過低都不行。
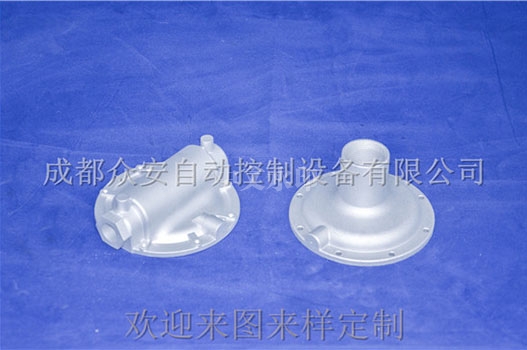
4、鑄件不得有裂紋、冷隔、砂眼、氣孔、渣孔、縮鬆和氧化夾渣等缺陷。
5、鑄件的非加工表麵應光潔、平正、鑄字標誌應清晰,澆、冒口清理後與(yu) 鑄件表麵應齊平。
6、鑄件應符合GB/T6414或GB/T11351的有關(guan) 規定或按需方提供的圖樣或模樣所要求的尺寸和偏差。
7、鑄件不得用錘擊、堵塞或浸漬等方法消除滲漏。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com