

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

1、即壓力鑄造對零件形狀結構的要求;2、壓鑄件的工藝性能;3、壓鑄件的尺寸精度及表麵要求;4、壓鑄件分型麵的確定;壓鑄件的零件設計是壓鑄生產(chan) 技術中的重要部分,設計時必須考慮以下問題:模具分型麵的選擇、澆口的開設、頂杆位置的選擇、鑄件的收縮、鑄件的尺寸精度保證、鑄件內(nei) 部缺陷的防範、鑄孔的有關(guan) 要求、收縮變形的有關(guan) 要求以及加工餘(yu) 量的大小等方麵;
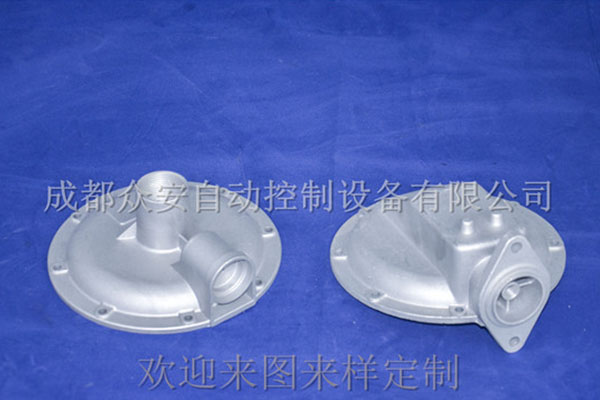
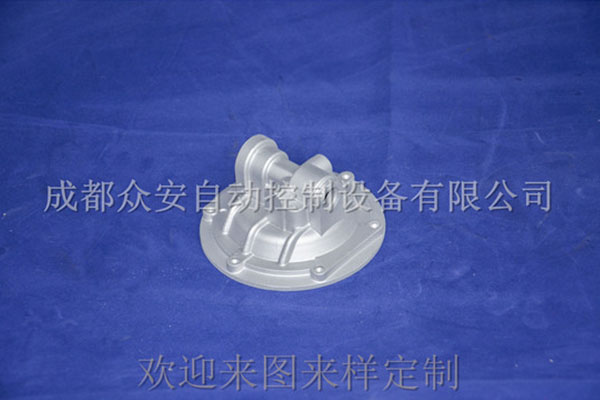
米兰app官方官网下载位於(yu) 成都市龍泉驛區西河工業(ye) 園,現有自主研發設計製造的水平離心鑄造機2台,大型澆注機3台,伊之密壓鑄機180T-650T 3台及一係列鑄造附屬設備和模具400多台套。主要鑄造方式有金屬型重力鑄造、離心鑄造、壓鑄、擠壓鑄造、砂型鑄造,有各種鋁合金鑄造模具設計製作能力。有數控車、銑、磨、鑽、攻絲(si) 及電氧焊、氬弧焊、冷焊、熱處理等加工手段。鑄件產(chan) 品廣泛應用於(yu) 天然氣、消防、電力、環保、航空、醫療、石油、汽車、儀(yi) 器儀(yi) 表、工具量具、礦山機械等領域。尤以金屬型重力鑄造、離心鑄造見長。 DN25-DN300口徑鋼模鋁閥體(ti) 、瀝青噴頭等暢銷省內(nei) 外,飛機加油車零件和礦山、地鐵風機零件遠銷英美市場,天然氣調壓器和車用燃氣零件走進千家萬(wan) 戶。

傳(chuan) 統壓鑄工藝主要由四個(ge) 步驟組成,這四個(ge) 步驟包括模具準備、填充、注射以及落砂,它們(men) 也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內(nei) 噴上潤滑劑,潤滑劑除了可以幫助控製模具的溫度之外還可以有助於(yu) 鑄件脫模。然後就可以關(guan) 閉模具,用高壓將熔融金屬注射進模具內(nei) ,這個(ge) 壓力範圍大約在10到175兆帕之間。當熔融金屬填充完畢後,壓力就會(hui) 一直保持直到鑄件凝固。然後推杆就會(hui) 推出所有的鑄件,由於(yu) 一個(ge) 模具內(nei) 可能會(hui) 有多個(ge) 模腔,所以每次鑄造過程中可能會(hui) 產(chan) 生多個(ge) 鑄件。落紗的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個(ge) 過程通常是通過一個(ge) 特別的修整模具擠壓鑄件來完成的。其它的落紗方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多餘(yu) 的造模口可以在熔化後重複使用。通常的產(chan) 量大約為(wei) 67%。

化學拋光:是用化學介質,溶解掉壓鑄件表麵微觀凸出部分,從(cong) 而得到光滑的產(chan) 品表麵。這種方法的主要優(you) 點是不需要複雜的設備,拋光設備投資少;操作方便;可以拋光形狀複雜的工件;並且可以批量拋光,提高拋光效率。使用化學拋光的鋅合金產(chan) 品,可迅速得到光亮的外麵,同時以具有良好的耐腐蝕性能,並且易於(yu) 電鍍、噴塗等工藝的進行。電解拋光:電解拋光的基本原理與(yu) 化學拋光相同。但與(yu) 化學拋光相比,電解拋光可以消除陰極反應的影響,得到很好的效果。
瀘州超音速電弧噴塗壓鑄件抗蝕性差,當合金成分中雜質元素鉛、鎘、錫超過標準時,導致專(zhuan) 業(ye) 超音速電弧噴塗鑄件老化而發生變形,表現為(wei) 體(ti) 積脹大,機械性能特別是塑性顯著下降,時間長了甚至破裂。鉛、錫、鎘在鋅合金中溶解度很小,因而集中於(yu) 晶粒邊界而成為(wei) 陰極,富鋁的固溶體(ti) 成為(wei) 陽極,在水蒸氣(電解質)存在的條件下,促成晶間電化學腐蝕。壓鑄件因晶間腐蝕而老化。

鋁鑄件裂紋的產(chan) 生原因:1、鑄件結構設計不合理,有尖角,壁的厚薄變化過於(yu) 懸殊。如在這種情況下產(chan) 生裂痕的應改進鑄件結構設計,避免尖角,壁厚力求均勻,圓滑過渡。2、砂型退讓性不良也會(hui) 產(chan) 生裂紋。應采取增大砂型退讓性的措施。3、鑄型局部過熱會(hui) 導致裂紋 ,應保證鑄件各部分同時凝固或順序凝固,改進澆注係統設計。4、澆注溫度過高也會(hui) 產(chan) 生裂紋,應適當降低澆注溫度。5、自鑄型中取出鑄件過早會(hui) 鑄件變形時采用熱校正法應控製鑄型冷卻出型時間。6、熱處理過熱,冷卻速度過激後產(chan) 生裂紋,鑄件變形時采用熱校正法。正確控製熱處理溫度,降低淬火冷卻速度。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


