

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

傳(chuan) 統永川熱噴塗壓鑄工藝主要由四個(ge) 步驟組成,這四個(ge) 步驟包括模具準備、填充、注射以及落砂,它們(men) 也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內(nei) 噴上潤滑劑,潤滑劑除了可以幫助控製模具的溫度之外還可以有助於(yu) 鑄件脫模。然後就可以關(guan) 閉模具,用高壓將熔融金屬注射進模具內(nei) ,這個(ge) 壓力範圍大約在10到175兆帕之間。當熔融金屬填充完畢後,壓力就會(hui) 一直保持直到鑄件凝固。然後推杆就會(hui) 推出所有的鑄件,由於(yu) 一個(ge) 模具內(nei) 可能會(hui) 有多個(ge) 模腔,熱噴塗廠家所以每次鑄造過程中可能會(hui) 產(chan) 生多個(ge) 鑄件。落紗的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個(ge) 過程通常是通過一個(ge) 特別的修整模具擠壓鑄件來完成的。其它的落紗方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多餘(yu) 的造模口可以在熔化後重複使用。通常的產(chan) 量大約為(wei) 67%。

米兰官网變形原因:造成這種現象的原因有很多,其中就有鑄件結構不良;開模過早,鑄件剛性不夠;進澆口位當或澆口厚度太厚,切除澆口時容易變形;局部表麵粗糙造成阻力大,產(chan) 品頂出時變形;於(yu) 模具局部溫度過高,產(chan) 品未 固化,頂出時力大,或者頂杆設置不當,頂出時受力不均;引起產(chan) 品變形。米兰官网可以被製造為(wei) 鋁壓鑄汽車配件、鋁壓鑄汽車發動機管件、鋁壓鑄發動機氣缸、鋁壓鑄汽油機氣缸缸蓋、鋁壓鑄氣門搖臂、鋁壓鑄氣門支座、鋁壓鑄電力配件、鋁壓鑄電機端蓋、鋁壓鑄殼體(ti) 、鋁壓鑄泵殼體(ti) 、鋁壓鑄建築配件、鋁壓鑄裝飾配件、鋁壓鑄護欄配件、鋁壓鑄鋁輪等等零件。
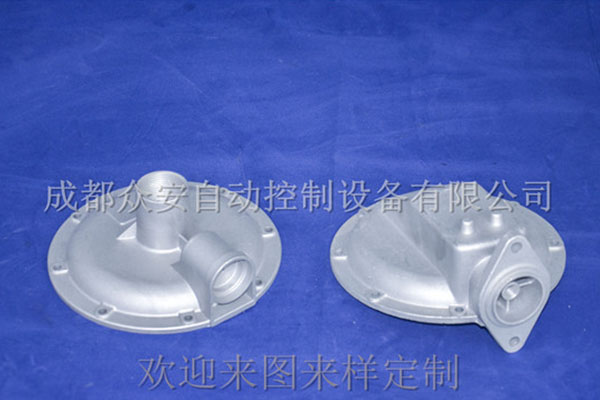
ZL102合金鋁,具有的抗熱裂性和很好的氣密性,以及很好的流動性。但是不能熱處理強化,抗拉強度低,適於(yu) 澆鑄大的薄壁複雜零件,主要適合於(yu) 壓鑄,一般壓鑄鋁件用的多。該累合金主要被用於(yu) 承受低負荷形狀度砸的薄壁鑄件,如各種儀(yi) 表殼體(ti) ,汽車機匣,牙科設備,活塞等。 ZL104合金鋁,具有良好的氣密性,流動性和抗熱裂性。強度高,耐腐蝕性,焊接性和切削加工性都良好。但耐熱強度低,易產(chan) 生細小的氣孔,鑄造工藝複雜。因此其主要被用於(yu) 製造承受高負荷的大尺寸的砂型金屬型鑄件,如傳(chuan) 動機匣,汽缸體(ti) ,汽缸蓋閥門,帶輪,蓋板工具箱等飛機,船舶和汽車零件。

2017年9月3日上午,米兰app官方官网下载舉(ju) 行了“西華大學·眾(zhong) 安公司授牌儀(yi) 式”。在典禮儀(yi) 式上,西華大學材料科學與(yu) 工程學院黨(dang) 委書(shu) 記湯子瓊教授和米兰app官方官网下载總經理劉新春先生共同為(wei) 米兰app官方官网下载成為(wei) 西華大學“材料成型專(zhuan) 業(ye) 實踐教學基地、先進成型技術研發基地”揭牌。西華大學材料科學與(yu) 工程學院、西河鎮政府、四川省機械行業(ye) 國際商會(hui) 等部門領導出席了儀(yi) 式和相關(guan) 活動。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


