

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
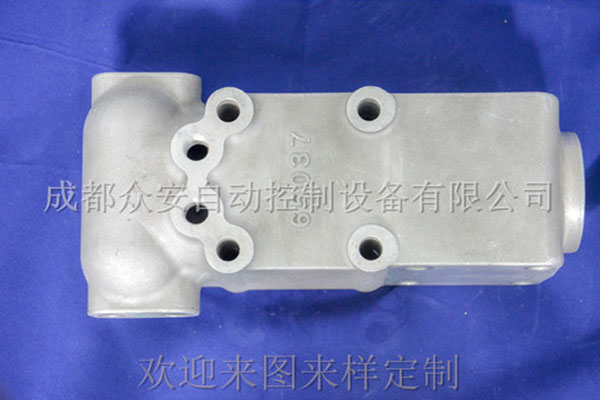
對於(yu) 東(dong) 莞金屬表麵噴塗鋁鑄件多種化學浸塗法都可用來獲得裝飾性的耐蝕塗層。鋁鑄件能進一步塗漆,也能不塗漆。要求具有耐磨性時,單用化學處理是不夠的,但可作為(wei) 塗漆前的預處理。表麵上多餘(yu) 的化學溶液可用清水衝(chong) 洗掉,然後布擦幹或用自然幹燥。如果鋁鑄件還要塗漆,就要盡快完成並盡可能不沾汙周邊金屬表麵噴塗鋁鑄件。采用合適的底漆時,鋁鑄件也可以象其它材料一樣很容易地上琺琅、塗漆和噴清漆。鋁鑄件表麵的載化物薄膜有耐蝕作用,所以在許多用途中,都不需要進一步處理。一些機械方法,舉(ju) 個(ge) 例子說,把鋁鑄件與(yu) 所選定的磨料及拋光劑裝在滾筒中進行滾磨,就能獲得好的光潔表麵。拋光可使鑄件表麵光潔並具有反射能力,但是效果在 程度上取決(jue) 於(yu) 合金類型及鑄件鋁的硬度。噴丸能獲得無澤表麵,使用鋼絲(si) 刷則獲得平整的無澤表麵。電鍍、塗漆及陽極處理等一些處理方法可以改善防蝕能力,並使零件外表美觀。

鋁鑄件欠鑄形成原因:(1)鋁液流動性不強,液中含氣量高,氧化皮較多。(2)澆鑄係統不良原因。內(nei) 澆口截麵太小。(3)排氣條件不良原因。排氣不暢,塗料過多,模溫過高導致型腔內(nei) 氣壓高使氣體(ti) 不易排出。

壓鑄件鑄造的質量要求:1、鑄造速度:壓鑄件鑄造速度,它是與(yu) 鑄錠液穴深度成正比的。如果鑄造速度增大,那麽(me) 會(hui) 使鑄錠液穴深度與(yu) 溫度梯度增大,從(cong) 而會(hui) 在液穴底部出現液穴區段,產(chan) 生較大的收縮應力,終會(hui) 增大出現鑄錠熱裂紋的幾率,所以我們(men) 應控製好速度。2、鑄造溫度:良好的壓鑄件鑄造溫度,會(hui) 使液體(ti) 金屬保持良好的流動性,從(cong) 而減少組織應力,防止產(chan) 生裂紋。一般鑄造溫度應根據材料種類和鑄錠規格來進行確定。如果溫度不合適,那麽(me) 會(hui) 增加內(nei) 應力,使得鑄件產(chan) 生裂紋或者開裂。溫度過低,也是不好的,因為(wei) 這樣會(hui) 使鑄錠表麵產(chan) 生冷隔、夾渣等缺陷,甚至裂紋,嚴(yan) 重的,則會(hui) 使鑄造無法繼續進行下去。

一、化學成分的檢驗;二、力學性能檢驗;三、鋁鑄件幾何尺寸的檢驗可按檢驗批量抽檢或按GB2828、GB2829的規定進行,檢驗結果應符合本標準3.3的規定;四、米兰官网表麵質量的出廠檢驗應逐件檢查,檢驗結果應符合本標準的規定;五、米兰官网需噴丸、噴沙加工的表麵按GB/T6060.5的規定執行。六、米兰官网表麵粗糙度按GB/T6060.1的規定執行。七、米兰官网內(nei) 部質量的試驗方法及檢驗規則可以包括:X射線照片、無損探傷(shang) 試驗、金相圖片和鋁鑄件剖麵等,其檢驗結果應符合本標準3.4.6的規定。八、米兰官网需拋光加工的表麵按GB/T6060.4的規定執行。九、其它試驗方法及檢驗規則按GB/T15114的規定執行。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


