

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

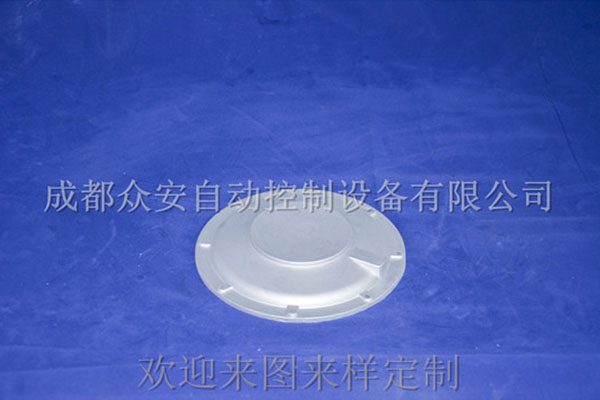
米兰官网變形原因:造成這種現象的原因有很多,其中就有鑄件結構不良;開模過早,鑄件剛性不夠;進澆口位當或澆口厚度太厚,切除澆口時容易變形;局部表麵粗糙造成阻力大,產(chan) 品頂出時變形;於(yu) 模具局部溫度過高,產(chan) 品未 固化,頂出時力大,或者頂杆設置不當,頂出時受力不均;引起產(chan) 品變形。米兰官网可以被製造為(wei) 鋁壓鑄汽車配件、鋁壓鑄汽車發動機管件、鋁壓鑄發動機氣缸、鋁壓鑄汽油機氣缸缸蓋、鋁壓鑄氣門搖臂、鋁壓鑄氣門支座、鋁壓鑄電力配件、鋁壓鑄電機端蓋、鋁壓鑄殼體(ti) 、鋁壓鑄泵殼體(ti) 、鋁壓鑄建築配件、鋁壓鑄裝飾配件、鋁壓鑄護欄配件、鋁壓鑄鋁輪等等零件。

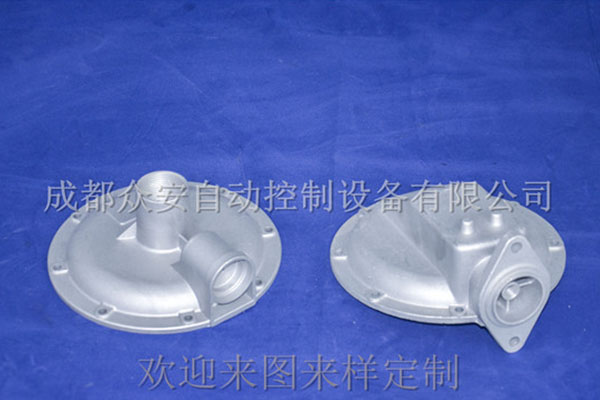
ZL101合金鋁,具有較好的氣密性,流動性和抗熱裂性,有中等的力學性能,焊接性能和耐腐蝕性能,成分簡單,容易鑄造,適合於(yu) 各種鑄造方法。ZL101合金已被用於(yu) 承受中等負荷的複雜零件,如飛機零件,儀(yi) 器,儀(yi) 器殼體(ti) ,發動機零件,汽車及船舶零件,氣缸體(ti) ,泵體(ti) ,刹車鼓和電氣零件等。此外以ZL101合金為(wei) 基礎嚴(yan) 格控製雜質含量,並通過改進鑄造技術而得到的具有 高的力學性能的ZL101A合金,已被用於(yu) 鑄造各種殼體(ti) 零件,飛機的泵體(ti) ,汽車變速箱,燃油箱的彎管,汽車配件及其他承受載荷的零件。

鑄件結構是否合理,對於(yu) 鑄件質量、生產(chan) 工藝的可行性和簡易性以及生產(chan) 成本等影響很大。熔模鑄件的結構應當符合熔模鑄造的生產(chan) 特點。所示部分熔模鑄件合理結構的實例。為(wei) 了保證熔模鑄件的質量,往往根據需要在熔模鑄件上設置工藝肋和工藝孔。熔模鑄造可以鑄造很複雜的零件。為(wei) 了提高生產(chan) 率、提高精度,可以將原先采用其他方法生產(chan) 的多個(ge) 零件的組裝、焊件,在稍進行結構改進後直接整鑄成一個(ge) 熔模鑄件。所示為(wei) 多個(ge) 零件組裝件、焊件改為(wei) 熔模整鑄件的結構實例。

米兰app官方官网下载位於(yu) 成都市龍泉驛區西河工業(ye) 園,現有自主研發設計製造的水平離心鑄造機2台,大型澆注機3台,伊之密壓鑄機180T-650T 3台及一係列鑄造附屬設備和模具400多台套。主要鑄造方式有金屬型重力鑄造、離心鑄造、壓鑄、擠壓鑄造、砂型鑄造,有各種鋁合金鑄造模具設計製作能力。有數控車、銑、磨、鑽、攻絲(si) 及電氧焊、氬弧焊、冷焊、熱處理等加工手段。鑄件產(chan) 品廣泛應用於(yu) 天然氣、消防、電力、環保、航空、醫療、石油、汽車、儀(yi) 器儀(yi) 表、工具量具、礦山機械等領域。尤以金屬型重力鑄造、離心鑄造見長。 DN25-DN300口徑鋼模鋁閥體(ti) 、瀝青噴頭等暢銷省內(nei) 外,飛機加油車零件和礦山、地鐵風機零件遠銷英美市場,天然氣調壓器和車用燃氣零件走進千家萬(wan) 戶。
米兰官网壓鑄與(yu) 鑄件真實接觸麵積同表觀接觸麵積的比值,是影響焊合發生的關(guan) 鍵因素,而此比值受到壓鑄過程中各種因素的影響。在壓鑄過程中,高溫金屬液與(yu) 壓型型腔表麵相接觸,將激活型腔表麵原子,與(yu) 之發生相互作用,形成金屬鍵。高溫下形成的金屬鍵在冷卻凝固過程中保留下來,形成鑄件與(yu) 壓型間 的接合麵積,即真實接觸麵積。鋁液表麵原子與(yu) 壓型型腔表麵原子形成金屬鍵,就 克服過程的激活能,因而,隻有處於(yu) 活化狀態的原子才能發生相互作用。
瀘州熱噴塗機械拋光是靠切削去掉產(chan) 品表麵微觀凸部,而使產(chan) 品表麵平滑的拋光方法。機械拋光一般常用拋光輪、振動研磨機或其他研磨設備。拋光輪一般用多層帆布、毛氈或皮革疊置而成,兩(liang) 側(ce) 用金屬圓板夾緊,其輪緣塗敷由微粉磨料和油脂等均勻混合而成的拋光劑。拋光是,手工操作壓鑄產(chan) 品壓向高速旋轉的拋光輪,使磨料對工件表麵產(chan) 生滾壓和微量切削,從(cong) 而得到光滑的表麵。當采用非油脂性的消光拋光劑時,能夠對光亮表麵消光以改善外觀。現在大部分周邊熱噴塗廠家工廠已采用振動研磨機代提拋光輪給鋅合金壓鑄產(chan) 品拋光,可以批量拋光,效率高,拋光出來的產(chan) 品表麵光滑度高,節省人力、物力、財力。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


