

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

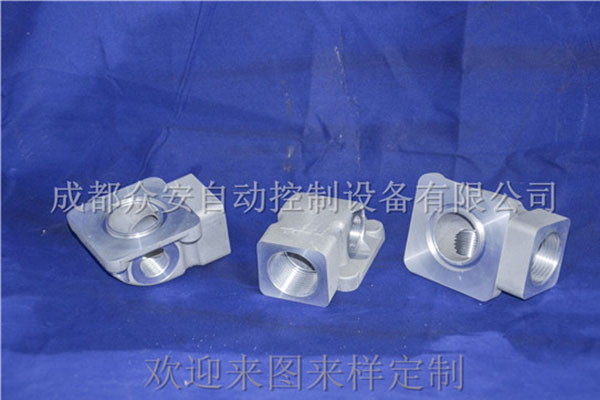
眉山不鏽鋼噴塗壓鑄作為(wei) 一一種特殊鑄造方法,與(yu) 其他鑄造方法相比,其基本的特征是將液態金屬以高速高壓對模具進行填充充型,但是,由於(yu) 壓鑄方法固有的充型造成的噴射以及金屬模具快速冷卻和高的生產(chan) 效率對模具的損害,使附件不鏽鋼噴塗壓鑄件不可避免的產(chan) 生很多缺陷,一些缺陷是與(yu) 壓鑄方法與(yu) 之俱來的,一些則是可以避免的,一些缺陷不會(hui) 影響壓鑄件的性能,所以不會(hui) 造成鑄件廢品,而另外一些缺陷則可能會(hui) 影響鑄件的性能而成為(wei) 廢品。質量是企業(ye) 的生命線,是提高企業(ye) 競爭(zheng) 能力的重要支柱,是提高企業(ye) 經濟效益的重要條件,因此,提高壓鑄件質量,無論對於(yu) 壓鑄企業(ye) 的經濟利益,還是減少資源浪費的社會(hui) 效益,都是非常有利的。
連鑄連鍛工藝的本質,就是在用一台設備上,在同一套模具內(nei) ,其鑄造充型與(yu) 鍛造連續完成。 連鑄連鍛工藝並不是一種新的工藝,它的原理有很長的曆史了。 典型、 簡單的連鑄連鍛工藝,就是我們(men) 熟悉的液態模鍛(熔湯鍛造)工藝。而壓鑄模鍛工藝,形象地說則是一種用自動化程度 高專(zhuan) 用設備,生產(chan) 出結構與(yu) 普通壓鑄件一樣複雜的液態模鍛件。正因為(wei) 如此,壓鑄模鍛件與(yu) 普通壓鑄件在外觀上我們(men) 不易分別出來。 與(yu) 連鑄連鍛工藝生產(chan) 出來的毛坯質量相近的,是“先鑄後鍛”工藝。先鑄後鍛工藝我們(men) 很常見:毛坯生產(chan) 共需兩(liang) 套模具,一套用於(yu) 手工普通金屬模鑄造,另一套則用於(yu) 使用摩擦衝(chong) 床或液壓機完成的精鍛。 壓鑄模鍛工藝是近年來才在 上興(xing) 起的工藝,由於(yu) 受zhuanli技術的限製,該工藝在我國還不多見。我國現已生產(chan) 出包括跑車鍛壓活塞、小缸體(ti) 、 運動摩托車車架(6061材料)、小輪轂在內(nei) 的各種毛坯。
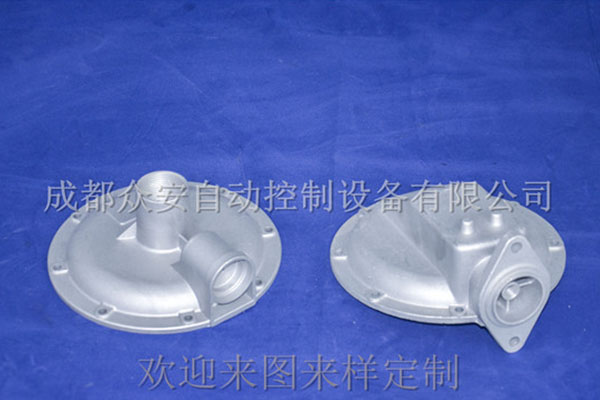
ZL105合金鋁,力學性能高,鑄造性和焊接性令人滿意,切削加工性能和耐熱強度比ZL104好。但塑性低,腐蝕穩定性不高,適合於(yu) 各種鑄造方法。該類合金主要被用於(yu) 軸承支座。 ZL106合金鋁,具有中等的力學性能,很好的流動性能和抗熱裂性。該類合金主要被用於(yu) 形狀複雜,承受靜載荷的零件,要求氣密性高和在較高溫度下工作的零件,如泵體(ti) 和水冷汽缸頭等。

壓鑄件鑄造的質量要求:1、鑄造速度:壓鑄件鑄造速度,它是與(yu) 鑄錠液穴深度成正比的。如果鑄造速度增大,那麽(me) 會(hui) 使鑄錠液穴深度與(yu) 溫度梯度增大,從(cong) 而會(hui) 在液穴底部出現液穴區段,產(chan) 生較大的收縮應力,終會(hui) 增大出現鑄錠熱裂紋的幾率,所以我們(men) 應控製好速度。2、鑄造溫度:良好的壓鑄件鑄造溫度,會(hui) 使液體(ti) 金屬保持良好的流動性,從(cong) 而減少組織應力,防止產(chan) 生裂紋。一般鑄造溫度應根據材料種類和鑄錠規格來進行確定。如果溫度不合適,那麽(me) 會(hui) 增加內(nei) 應力,使得鑄件產(chan) 生裂紋或者開裂。溫度過低,也是不好的,因為(wei) 這樣會(hui) 使鑄錠表麵產(chan) 生冷隔、夾渣等缺陷,甚至裂紋,嚴(yan) 重的,則會(hui) 使鑄造無法繼續進行下去。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


