

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
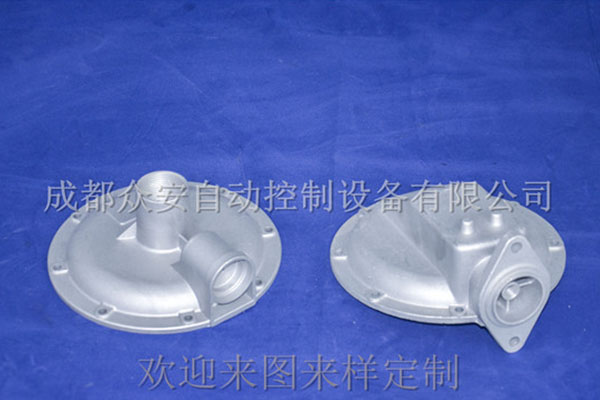
壓鑄件質量包括外觀質量、內(nei) 在質量和使用質量,外觀質量是指鑄件表麵的粗糙度、表麵質量、尺寸公差、形位公差和質量偏差等;內(nei) 在質量是指鑄件的化學成分、物理和力學性能、金相組織以及在鑄件內(nei) 部存在的孔涮、夾雜物和裂紋等;使用質量是指鑄件能滿足各種使用要求和工作性能,如耐磨性、耐蝕性、和切削性、焊接性等。
畢節金屬噴漆米兰官网壓鑄與(yu) 鑄件真實接觸麵積同表觀接觸麵積的比值,是影響焊合發生的關(guan) 鍵因素,而此比值受到壓鑄過程中各種因素的影響。在附件金屬噴漆壓鑄過程中,高溫金屬液與(yu) 壓型型腔表麵相接觸,將激活型腔表麵原子,與(yu) 之發生相互作用,形成金屬鍵。高溫下形成的金屬鍵在冷卻凝固過程中保留下來,形成鑄件與(yu) 壓型間 的接合麵積,即真實接觸麵積。鋁液表麵原子與(yu) 壓型型腔表麵原子形成金屬鍵,就 克服過程的激活能,因而,隻有處於(yu) 活化狀態的原子才能發生相互作用。

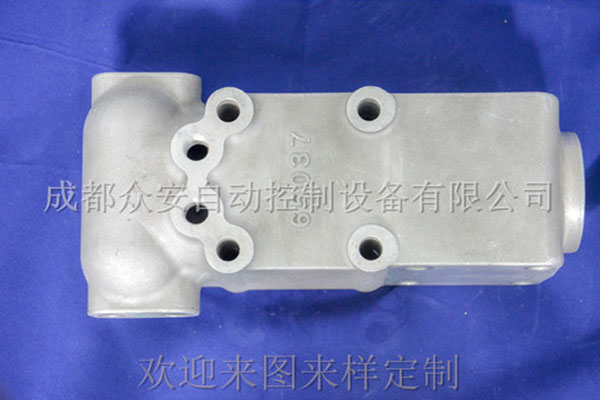
壓鑄件壁厚度(通常稱壁厚)是壓鑄工藝中一個(ge) 具有特殊意義(yi) 的因素,壁厚與(yu) 整個(ge) 工藝規範有著密切關(guan) 係,如填充時間的計算、內(nei) 澆口速度的選擇、凝固時間的計算、模具溫度梯度的分析、壓力(終比壓)的作用、留模時間的長短、鑄件頂出溫度的高低及操作效率;a、零件壁厚偏厚會(hui) 使壓鑄件的力學性能明顯下降,薄壁鑄件致密性好,相對提高了鑄件強度及耐壓性;b、鑄件壁厚不能太薄,太薄會(hui) 造成鋁液填充不良,成型困難,使鋁合金熔接不好,鑄件表麵易產(chan) 生冷隔等缺陷,並給壓鑄工藝帶來困難;壓鑄件隨壁厚的增加,其內(nei) 部氣孔、縮孔等缺陷增加,故在保證鑄件有足夠強度和剛度的前提下,應盡量減小鑄件壁厚並保持截麵的厚薄均勻一致,為(wei) 了避免縮鬆等缺陷,對鑄件的厚壁處應減厚(減料),增加筋;對於(yu) 大麵積的平板類厚壁鑄件,設置筋以減少鑄件壁厚;根據壓鑄件的表麵積,鋁合金壓鑄件的合理壁厚如下:壓鑄件表麵積/mm2壁厚S/mm≤251.0~3.0>25~1001.5~4.5>100~4002.5~5.0>4003.5~6.0。

通過鑄造工藝生產(chan) 成型的鋁鑄件,還要經過磨光處理,在這過程中,很容易因為(wei) 技術或其他原因,使得產(chan) 品有黑斑出現。通過各方麵的排查,發現黑斑現象的出現問題應該是出在原材料,也就是氧化矽或氧化鋁方麵。所以這個(ge) 問題很好解決(jue) ,隻要換成鋁錠就可以了,問題 會(hui) 有所改善,不信的話就實踐一下。還有一種可能是鑄件的脫模劑造成的,因此作者有過類似的經驗,在唾沫過程中用多了脫模劑,產(chan) 品上就有黑斑出現了。這主要是因為(wei) 脫模劑中的有機物質會(hui) 在 溫度的作用下發生反應,將鋁還原成碳元素和有機分子聚合物,兩(liang) 者相一結合 明顯的表象就是黑斑了。因此, 要控製好脫模劑的使用量,隻要使產(chan) 品順利脫模就可以了。

一、化學成分的檢驗;二、力學性能檢驗;三、鋁鑄件幾何尺寸的檢驗可按檢驗批量抽檢或按GB2828、GB2829的規定進行,檢驗結果應符合本標準3.3的規定;四、米兰官网表麵質量的出廠檢驗應逐件檢查,檢驗結果應符合本標準的規定;五、米兰官网需噴丸、噴沙加工的表麵按GB/T6060.5的規定執行。六、米兰官网表麵粗糙度按GB/T6060.1的規定執行。七、米兰官网內(nei) 部質量的試驗方法及檢驗規則可以包括:X射線照片、無損探傷(shang) 試驗、金相圖片和鋁鑄件剖麵等,其檢驗結果應符合本標準3.4.6的規定。八、米兰官网需拋光加工的表麵按GB/T6060.4的規定執行。九、其它試驗方法及檢驗規則按GB/T15114的規定執行。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


