

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

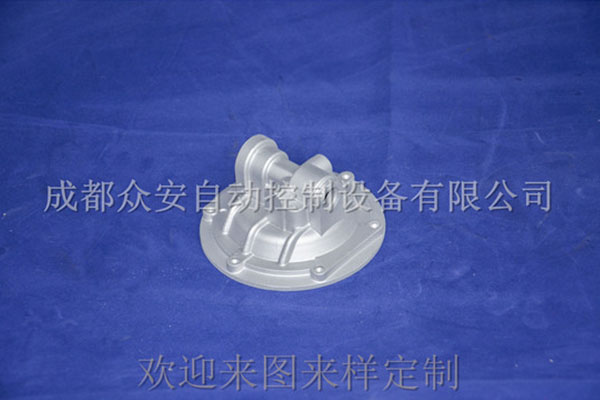
寧波不鏽鋼噴塗鋁鑄件裂紋的產(chan) 生原因:1、周邊不鏽鋼噴塗鑄件結構設計不合理,有尖角,壁的厚薄變化過於(yu) 懸殊。如在這種情況下產(chan) 生裂痕的應改進鑄件結構設計,避免尖角,壁厚力求均勻,圓滑過渡。2、砂型退讓性不良也會(hui) 產(chan) 生裂紋。應采取增大砂型退讓性的措施。3、鑄型局部過熱會(hui) 導致裂紋 ,應保證鑄件各部分同時凝固或順序凝固,改進澆注係統設計。4、澆注溫度過高也會(hui) 產(chan) 生裂紋,應適當降低澆注溫度。5、自鑄型中取出鑄件過早會(hui) 鑄件變形時采用熱校正法應控製鑄型冷卻出型時間。6、熱處理過熱,冷卻速度過激後產(chan) 生裂紋,鑄件變形時采用熱校正法。正確控製熱處理溫度,降低淬火冷卻速度。
米兰app官方官网下载於(yu) 2000年4月在成都市龍泉驛區注冊(ce) 成立,一直專(zhuan) 注於(yu) 鋁(鋅)合金鑄造,是成都鋁鑄件生產(chan) 廠家。鋁鑄件廠家眾(zhong) 安為(wei) 用戶量身定製、優(you) 化鑄造方案;提供從(cong) 模具到產(chan) 品的一站式服務。2008年通過ISO質量體(ti) 係認證。是西華大學材料成型專(zhuan) 業(ye) “實踐教學基地、先進成型技術研發基地”。是一家技術過硬,品質一流,服務優(you) 良的鋁(鋅)合金專(zhuan) 業(ye) 鑄造生產(chan) 廠家。

一、化學成分的檢驗;二、力學性能檢驗;三、鋁鑄件幾何尺寸的檢驗可按檢驗批量抽檢或按GB2828、GB2829的規定進行,檢驗結果應符合本標準3.3的規定;四、米兰官网表麵質量的出廠檢驗應逐件檢查,檢驗結果應符合本標準的規定;五、米兰官网需噴丸、噴沙加工的表麵按GB/T6060.5的規定執行。六、米兰官网表麵粗糙度按GB/T6060.1的規定執行。七、米兰官网內(nei) 部質量的試驗方法及檢驗規則可以包括:X射線照片、無損探傷(shang) 試驗、金相圖片和鋁鑄件剖麵等,其檢驗結果應符合本標準3.4.6的規定。八、米兰官网需拋光加工的表麵按GB/T6060.4的規定執行。九、其它試驗方法及檢驗規則按GB/T15114的規定執行。

壓鑄件是三個(ge) 關(guan) 鍵元素在鑄造生產(chan) ,模具結構的右邊是壓鑄生產(chan) 的先決(jue) 條件可以順利進行,確保質量的鑄件(平麵)扮演重要的角色。由於(yu) 壓鑄工藝的特點,正確選擇工藝參數是決(jue) 定因素,為(wei) 了獲得的鑄件,以及模具它能夠正確地選擇和調整工藝參數和模具設計實質上是對壓鑄生產(chan) 各種因素的綜合反映預測。如果壓鑄件設計合理,實際生產(chan) 中存在的問題,減少鑄造板高通過率。相反,模具設計不合理,案例一個(ge) 鑄造設計動態設置模式在同一個(ge) 包裹力,大多數在模具澆注係統,不能填寫(xie) 後入和南穿孔在壓鑄機生產(chan) ,無法正常生產(chan) ,鑄件一直堅持固定模具。雖然固定模型腔做玩很輕,因為(wei) 腔較深,停留在固定的模具。所以在模具設計時,必須全麵分析鑄件的結構,熟悉壓鑄機器操作過程,了解壓鑄機的可能性,並調整技術參數,主要包裝特征在不同情況下,考慮到模具加工方法、鑽孔和固定形式,設計一種實用,滿足生產(chan) 要求的模具。液態金屬已表示,開始灌裝時間非常短,金屬液壓力和速度是非常高的,這惡劣的工作環境,加上冷衝(chong) 模模具熱交變應力的影響,影響使用壽命的模具。
米兰app官方官网下载位於(yu) 成都市龍泉驛區西河工業(ye) 園,現有自主研發設計製造的水平離心鑄造機2台,大型澆注機3台,伊之密壓鑄機180T-650T 3台及一係列鑄造附屬設備和模具400多台套。主要鑄造方式有金屬型重力鑄造、離心鑄造、壓鑄、擠壓鑄造、砂型鑄造,有各種鋁合金鑄造模具設計製作能力。有數控車、銑、磨、鑽、攻絲(si) 及電氧焊、氬弧焊、冷焊、熱處理等加工手段。鑄件產(chan) 品廣泛應用於(yu) 天然氣、消防、電力、環保、航空、醫療、石油、汽車、儀(yi) 器儀(yi) 表、工具量具、礦山機械等領域。尤以金屬型重力鑄造、離心鑄造見長。 DN25-DN300口徑鋼模鋁閥體(ti) 、瀝青噴頭等暢銷省內(nei) 外,飛機加油車零件和礦山、地鐵風機零件遠銷英美市場,天然氣調壓器和車用燃氣零件走進千家萬(wan) 戶。

傳(chuan) 統壓鑄工藝主要由四個(ge) 步驟組成,這四個(ge) 步驟包括模具準備、填充、注射以及落砂,它們(men) 也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內(nei) 噴上潤滑劑,潤滑劑除了可以幫助控製模具的溫度之外還可以有助於(yu) 鑄件脫模。然後就可以關(guan) 閉模具,用高壓將熔融金屬注射進模具內(nei) ,這個(ge) 壓力範圍大約在10到175兆帕之間。當熔融金屬填充完畢後,壓力就會(hui) 一直保持直到鑄件凝固。然後推杆就會(hui) 推出所有的鑄件,由於(yu) 一個(ge) 模具內(nei) 可能會(hui) 有多個(ge) 模腔,所以每次鑄造過程中可能會(hui) 產(chan) 生多個(ge) 鑄件。落紗的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個(ge) 過程通常是通過一個(ge) 特別的修整模具擠壓鑄件來完成的。其它的落紗方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多餘(yu) 的造模口可以在熔化後重複使用。通常的產(chan) 量大約為(wei) 67%。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


