

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
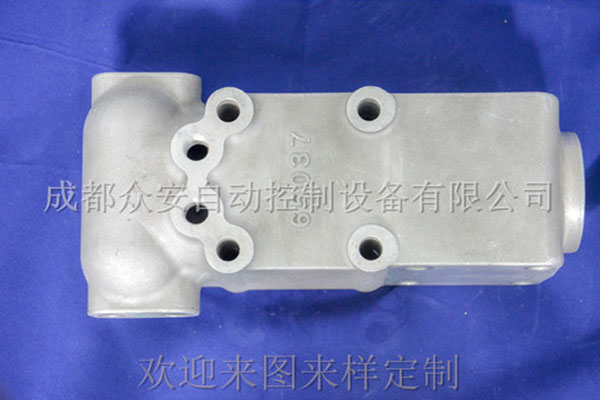
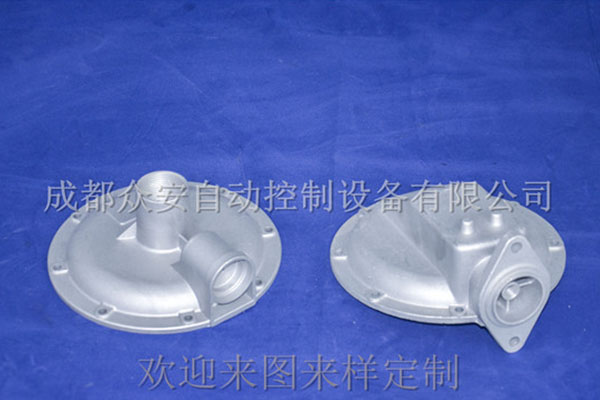
壓鑄件是三個(ge) 關(guan) 鍵元素在鑄造生產(chan) ,模具結構的右邊是壓鑄生產(chan) 的先決(jue) 條件可以順利進行,確保質量的鑄件(平麵)扮演重要的角色。由於(yu) 壓鑄工藝的特點,正確選擇工藝參數是決(jue) 定因素,為(wei) 了獲得的鑄件,以及模具它能夠正確地選擇和調整工藝參數和模具設計實質上是對壓鑄生產(chan) 各種因素的綜合反映預測。如果壓鑄件設計合理,實際生產(chan) 中存在的問題,減少鑄造板高通過率。相反,模具設計不合理,案例一個(ge) 鑄造設計動態設置模式在同一個(ge) 包裹力,大多數在模具澆注係統,不能填寫(xie) 後入和南穿孔在壓鑄機生產(chan) ,無法正常生產(chan) ,鑄件一直堅持固定模具。雖然固定模型腔做玩很輕,因為(wei) 腔較深,停留在固定的模具。所以在模具設計時,必須全麵分析鑄件的結構,熟悉壓鑄機器操作過程,了解壓鑄機的可能性,並調整技術參數,主要包裝特征在不同情況下,考慮到模具加工方法、鑽孔和固定形式,設計一種實用,滿足生產(chan) 要求的模具。液態金屬已表示,開始灌裝時間非常短,金屬液壓力和速度是非常高的,這惡劣的工作環境,加上冷衝(chong) 模模具熱交變應力的影響,影響使用壽命的模具。

米兰官网的性能特點:1、寧波金屬表麵噴塗鋁鑄件的設計與(yu) 塑膠件的設計比較相似,塑膠件的一些設計常規也適用於(yu) 鋁鑄件。2、對於(yu) 鋁合金,模具所受溫度和壓力比塑膠的大很多,對設計的正確性要求特嚴(yan) 。即使很好的模具材料,一旦有焊接,模具就幾乎無壽命可言。鋅合金跟塑膠差不多,模具壽命較好。3、不能有凹的尖角,避免模具崩角。4、附件金屬表麵噴塗鋁鑄件的精度雖然比較高,但比塑膠差,而且拔模力比塑膠大,通常結構不能太複雜, 時應將複雜的零件分解成兩(liang) 件或多件。5、鋁合金的螺孔通常模具隻做錐坑,采用後加工。對於(yu) 要求嚴(yan) 的配合部位通常留0.3mm的後加工量。6、鋁壓鑄易產(chan) 生氣孔,在外觀上需加以考慮。鋁鑄件(含矽)表麵做陽極氧化很難的,一般時間稍長回出現黑色。鋁鑄件不能做陽極氧化,可用噴油或噴塑。常用的合金鋁6061、7075,鑄鋁A356著色效果都不錯的。
退火處理:壓鑄件加熱到通常在300℃上下,保溫一段時間後,隨爐冷卻到室溫的工藝稱為(wei) 退火。退火的時候,固溶體(ti) 會(hui) 出現分解,相質點出現聚集,能夠去除鑄件的內(nei) 應力,讓鑄件的尺寸保持穩定,避免變形,增強鑄件的塑性。固溶處理:將鑄件加熱到差不多在共晶體(ti) 的熔點,然後在這樣的溫度下持續久一點,然後迅速冷卻,讓強化組元能夠好地溶解,保存這個(ge) 高溫狀態一直到室溫,這一工序就叫做固溶處理。固溶處理能夠增強鑄件的強度和塑性,提高合金的抗腐蝕能力。固溶處理的作用通常和固溶處理溫度、固溶處理保溫時間、冷卻速度三個(ge) 方麵有關(guan) 。

壓鑄件抗蝕性差,當合金成分中雜質元素鉛、鎘、錫超過標準時,導致鑄件老化而發生變形,表現為(wei) 體(ti) 積脹大,機械性能特別是塑性顯著下降,時間長了甚至破裂。鉛、錫、鎘在鋅合金中溶解度很小,因而集中於(yu) 晶粒邊界而成為(wei) 陰極,富鋁的固溶體(ti) 成為(wei) 陽極,在水蒸氣(電解質)存在的條件下,促成晶間電化學腐蝕。壓鑄件因晶間腐蝕而老化。

機械拋光是靠切削去掉產(chan) 品表麵微觀凸部,而使產(chan) 品表麵平滑的拋光方法。機械拋光一般常用拋光輪、振動研磨機或其他研磨設備。拋光輪一般用多層帆布、毛氈或皮革疊置而成,兩(liang) 側(ce) 用金屬圓板夾緊,其輪緣塗敷由微粉磨料和油脂等均勻混合而成的拋光劑。拋光是,手工操作壓鑄產(chan) 品壓向高速旋轉的拋光輪,使磨料對工件表麵產(chan) 生滾壓和微量切削,從(cong) 而得到光滑的表麵。當采用非油脂性的消光拋光劑時,能夠對光亮表麵消光以改善外觀。現在大部分工廠已采用振動研磨機代提拋光輪給鋅合金壓鑄產(chan) 品拋光,可以批量拋光,效率高,拋光出來的產(chan) 品表麵光滑度高,節省人力、物力、財力。

傳(chuan) 統壓鑄工藝主要由四個(ge) 步驟組成,這四個(ge) 步驟包括模具準備、填充、注射以及落砂,它們(men) 也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內(nei) 噴上潤滑劑,潤滑劑除了可以幫助控製模具的溫度之外還可以有助於(yu) 鑄件脫模。然後就可以關(guan) 閉模具,用高壓將熔融金屬注射進模具內(nei) ,這個(ge) 壓力範圍大約在10到175兆帕之間。當熔融金屬填充完畢後,壓力就會(hui) 一直保持直到鑄件凝固。然後推杆就會(hui) 推出所有的鑄件,由於(yu) 一個(ge) 模具內(nei) 可能會(hui) 有多個(ge) 模腔,所以每次鑄造過程中可能會(hui) 產(chan) 生多個(ge) 鑄件。落紗的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個(ge) 過程通常是通過一個(ge) 特別的修整模具擠壓鑄件來完成的。其它的落紗方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多餘(yu) 的造模口可以在熔化後重複使用。通常的產(chan) 量大約為(wei) 67%。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


