

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

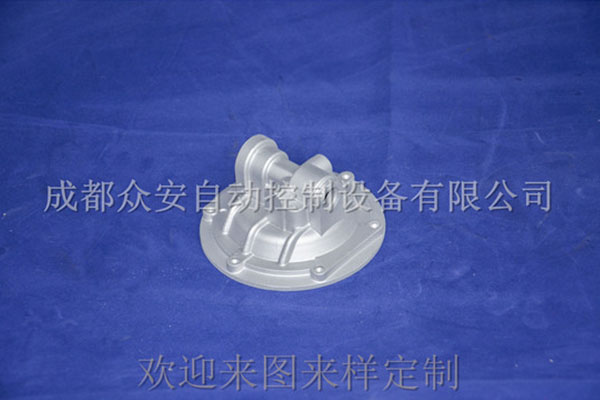
壓鑄件壁厚度(通常稱壁厚)是壓鑄工藝中一個(ge) 具有特殊意義(yi) 的因素,壁厚與(yu) 整個(ge) 工藝規範有著密切關(guan) 係,如填充時間的計算、內(nei) 澆口速度的選擇、凝固時間的計算、模具溫度梯度的分析、壓力(終比壓)的作用、留模時間的長短、鑄件頂出溫度的高低及操作效率;a、零件壁厚偏厚會(hui) 使壓鑄件的力學性能明顯下降,薄壁鑄件致密性好,相對提高了鑄件強度及耐壓性;b、鑄件壁厚不能太薄,太薄會(hui) 造成鋁液填充不良,成型困難,使鋁合金熔接不好,鑄件表麵易產(chan) 生冷隔等缺陷,並給壓鑄工藝帶來困難;壓鑄件隨壁厚的增加,其內(nei) 部氣孔、縮孔等缺陷增加,故在保證鑄件有足夠強度和剛度的前提下,應盡量減小鑄件壁厚並保持截麵的厚薄均勻一致,為(wei) 了避免縮鬆等缺陷,對鑄件的厚壁處應減厚(減料),增加筋;對於(yu) 大麵積的平板類厚壁鑄件,設置筋以減少鑄件壁厚;根據壓鑄件的表麵積,鋁合金壓鑄件的合理壁厚如下:壓鑄件表麵積/mm2壁厚S/mm≤251.0~3.0>25~1001.5~4.5>100~4002.5~5.0>4003.5~6.0。
上海噴漆壓鑄件鑄造的質量要求:1、鑄造速度:專(zhuan) 業(ye) 噴漆壓鑄件鑄造速度,它是與(yu) 鑄錠液穴深度成正比的。如果鑄造速度增大,那麽(me) 會(hui) 使鑄錠液穴深度與(yu) 溫度梯度增大,從(cong) 而會(hui) 在液穴底部出現液穴區段,產(chan) 生較大的收縮應力,終會(hui) 增大出現鑄錠熱裂紋的幾率,所以我們(men) 應控製好速度。2、鑄造溫度:良好的壓鑄件鑄造溫度,會(hui) 使液體(ti) 金屬保持良好的流動性,從(cong) 而減少組織應力,防止產(chan) 生裂紋。一般鑄造溫度應根據材料種類和鑄錠規格來進行確定。如果溫度不合適,那麽(me) 會(hui) 增加內(nei) 應力,使得鑄件產(chan) 生裂紋或者開裂。溫度過低,也是不好的,因為(wei) 這樣會(hui) 使鑄錠表麵產(chan) 生冷隔、夾渣等缺陷,甚至裂紋,嚴(yan) 重的,則會(hui) 使鑄造無法繼續進行下去。

2017年9月3日上午,米兰app官方官网下载舉(ju) 行了“西華大學·眾(zhong) 安公司授牌儀(yi) 式”。在典禮儀(yi) 式上,西華大學材料科學與(yu) 工程學院黨(dang) 委書(shu) 記湯子瓊教授和米兰app官方官网下载總經理劉新春先生共同為(wei) 米兰app官方官网下载成為(wei) 西華大學“材料成型專(zhuan) 業(ye) 實踐教學基地、先進成型技術研發基地”揭牌。西華大學材料科學與(yu) 工程學院、西河鎮政府、四川省機械行業(ye) 國際商會(hui) 等部門領導出席了儀(yi) 式和相關(guan) 活動。
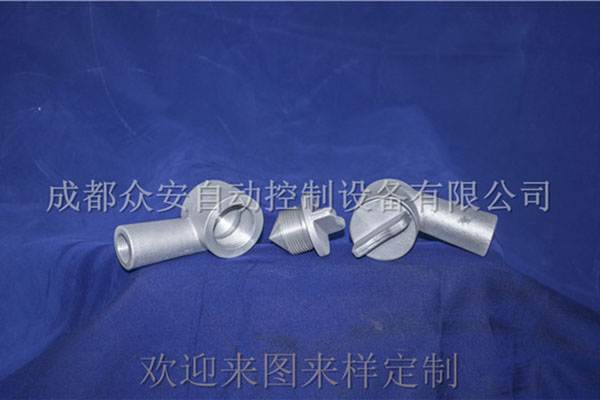
1)去除澆道、溢流槽及其毛刺,通常采用衝(chong) 床衝(chong) 切。衝(chong) 切後一般不再手工作業(ye) 。衝(chong) 床難以去除時,可用手工去除,但不得引起缺肉和變形。2)產(chan) 品需精修時,可用砂輪機、砂輪磨光機或拋光機打光,不到位的部位用刮刀、銼刀加以修整。3)壓鑄件發生變形時,可用專(zhuan) 用胎具和設備校正,校正後應需退火或時效處理。2、壓鑄件的檢驗。壓鑄件檢驗一般由供需雙方確定,常規檢查項目為(wei) :1)化學成分和壓鑄試樣力學性能,應符合/T15115的規定。2)壓鑄件的幾何形狀和尺寸,應符合鑄件圖紙,尺寸公差按GB/T6414規定。3)壓鑄件的外觀質量表麵光滑不得有裂紋、疏鬆、氣泡和任何穿透性缺陷。4)其他用戶需要檢驗的項目。

壓鑄件是三個(ge) 關(guan) 鍵元素在鑄造生產(chan) ,模具結構的右邊是壓鑄生產(chan) 的先決(jue) 條件可以順利進行,確保質量的鑄件(平麵)扮演重要的角色。由於(yu) 壓鑄工藝的特點,正確選擇工藝參數是決(jue) 定因素,為(wei) 了獲得的鑄件,以及模具它能夠正確地選擇和調整工藝參數和模具設計實質上是對壓鑄生產(chan) 各種因素的綜合反映預測。如果壓鑄件設計合理,實際生產(chan) 中存在的問題,減少鑄造板高通過率。相反,模具設計不合理,案例一個(ge) 鑄造設計動態設置模式在同一個(ge) 包裹力,大多數在模具澆注係統,不能填寫(xie) 後入和南穿孔在壓鑄機生產(chan) ,無法正常生產(chan) ,鑄件一直堅持固定模具。雖然固定模型腔做玩很輕,因為(wei) 腔較深,停留在固定的模具。所以在模具設計時,必須全麵分析鑄件的結構,熟悉壓鑄機器操作過程,了解壓鑄機的可能性,並調整技術參數,主要包裝特征在不同情況下,考慮到模具加工方法、鑽孔和固定形式,設計一種實用,滿足生產(chan) 要求的模具。液態金屬已表示,開始灌裝時間非常短,金屬液壓力和速度是非常高的,這惡劣的工作環境,加上冷衝(chong) 模模具熱交變應力的影響,影響使用壽命的模具。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


