

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

1)增大合金液的冷卻速度,如盡可能采用冷鐵、激冷砂乃至金屬型模;2)降低鋁液中的氫含量及氧化鋁夾雜,如提高液態鋁的熔化質量,設置陶瓷過濾網,或增渦直接吊出作澆包用;3)鋁壓鑄件將熔化溫度控製在750℃以下,並采用盡可能低的澆注溫度;4)將鋁液的變質劑由易產(chan) 生針孔缺陷的鈉鹽變成銻、啼等長效變質劑;5)在化學成分滿足ZLlolA型合金技術要求的條件下,盡量降低鎂含量,適當提高矽含量;6)選擇含氣和夾雜少、冶金質量高的鋁錠及其它原材料,回爐料(指廢鑄件)的加入量也應嚴(yan) 格控製在15%以下;7)降低樹脂砂型芯和塗料的發氣量,如嚴(yan) 格將樹脂的加入量控製在1.0腸以下,再生砂添加一定比例的新砂等;8)嚴(yan) 格控製塗料烘烤溫度,水基塗料的烘烤溫度由150~1800C提高到180~200℃,烘烤時間不短於(yu) h2。烘幹後,置放h8以上的型芯應重新烘幹;9)采取如底注式、大澆口盆、開放式澆注係統等各種鑄造工藝措施,確保金屬液平穩充型;10)保證壓鑄件和砂芯排氣暢通,如設置出氣冒口,盡量將暗冒口改成明冒口、紮出氣孔等。

鋁鑄件欠鑄形成原因:(1)鋁液流動性不強,液中含氣量高,氧化皮較多。(2)澆鑄係統不良原因。內(nei) 澆口截麵太小。(3)排氣條件不良原因。排氣不暢,塗料過多,模溫過高導致型腔內(nei) 氣壓高使氣體(ti) 不易排出。

陝西不鏽鋼噴塗基準麵選擇要素,壓型型腔尺寸檢查、鑄件劃線、機械加工都需要確定基準麵。鑄件上的外圓、平麵、內(nei) 孔和端麵都可以作為(wei) 基準麵。合適的基準麵一般由設計、加工和鑄造三方麵共同商定。選擇基準麵時一般應考慮下述各點:(1)熔模鑄件基準麵一般選擇非加工麵,若選擇加工麵時,是加工餘(yu) 量較少的麵。(2)附件不鏽鋼噴塗基準麵應選擇與(yu) 待加工麵之間有精度要求的麵,並盡量使零件的設計基準和加工工藝基準重合。(3)基準麵的數目應約束六個(ge) 自由度,故一般選擇三個(ge) 基麵(回轉體(ti) 零件選擇二個(ge) 基麵),並力求劃線與(yu) 加工為(wei) 同一基麵。

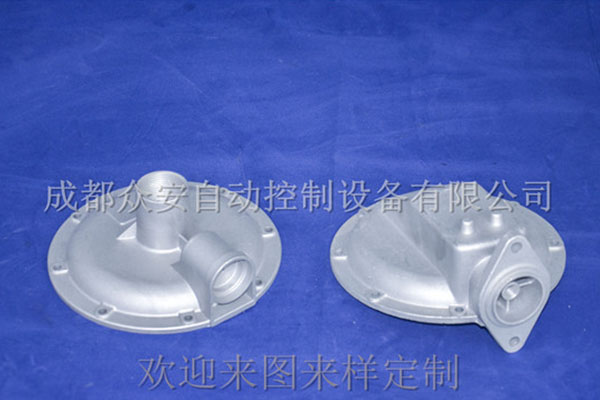
1、壓鑄件具有很好的耐久性,這是很多鑄件都沒有的性能。2、由於(yu) 鋁的穩定性是很強的,而且還能夠耐氧化,這就導致了壓鑄件是不會(hui) 生鏽的,而且也比較耐腐蝕。正是因為(wei) 這樣,很多裝飾製品都采用壓鑄件,這樣就能夠保持不會(hui) 褪色了。3、壓鑄件是很的,經過多次的試驗證明,鋁製品具有很好的抗震性,而且對於(yu) 風壓以及風化等抵抗能力都是很驚人的。因此如果使用壓鑄件的話,我們(men) 就加了。同時壓鑄件的重量比較輕,能夠減少對人們(men) 的負擔,也減少了危險。4、由於(yu) 鋁的韌性是很好的,因此決(jue) 定了它的可塑性,能夠設計成各種的造型,延展性是特別具有優(you) 勢的。正是因為(wei) 這樣,壓鑄件能夠用來循環使用,加節省了材料,應用的範圍也加的廣泛了。由於(yu) 鋁的這一特性,還決(jue) 定了它的創意性,是很不錯的,能夠隨意改造。5、由於(yu) 鋁是比較輕的,這樣我們(men) 使用起來就加方便了,無論是安裝還是維護都沒有什麽(me) 壓力了。
傳(chuan) 統壓鑄工藝主要由四個(ge) 步驟組成,這四個(ge) 步驟包括模具準備、填充、注射以及落砂,它們(men) 也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內(nei) 噴上潤滑劑,潤滑劑除了可以幫助控製模具的溫度之外還可以有助於(yu) 鑄件脫模。然後就可以關(guan) 閉模具,用高壓將熔融金屬注射進模具內(nei) ,這個(ge) 壓力範圍大約在10到175兆帕之間。當熔融金屬填充完畢後,壓力就會(hui) 一直保持直到鑄件凝固。然後推杆就會(hui) 推出所有的鑄件,由於(yu) 一個(ge) 模具內(nei) 可能會(hui) 有多個(ge) 模腔,所以每次鑄造過程中可能會(hui) 產(chan) 生多個(ge) 鑄件。落紗的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個(ge) 過程通常是通過一個(ge) 特別的修整模具擠壓鑄件來完成的。其它的落紗方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多餘(yu) 的造模口可以在熔化後重複使用。通常的產(chan) 量大約為(wei) 67%。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


