

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
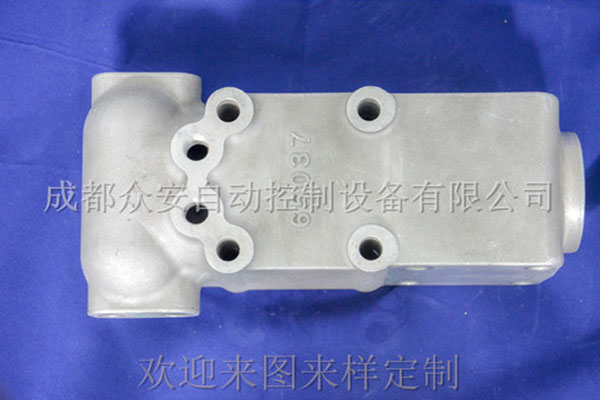
成都專(zhuan) 業(ye) 噴漆ZL105合金鋁,力學性能高,鑄造性和焊接性令人滿意,切削加工性能和耐熱強度比ZL104好。但塑性低,腐蝕穩定性不高,適合於(yu) 各種鑄造方法。該類合金主要被用於(yu) 軸承支座。專(zhuan) 業(ye) 噴漆 ZL106合金鋁,具有中等的力學性能,很好的流動性能和抗熱裂性。該類合金主要被用於(yu) 形狀複雜,承受靜載荷的零件,要求氣密性高和在較高溫度下工作的零件,如泵體(ti) 和水冷汽缸頭等。

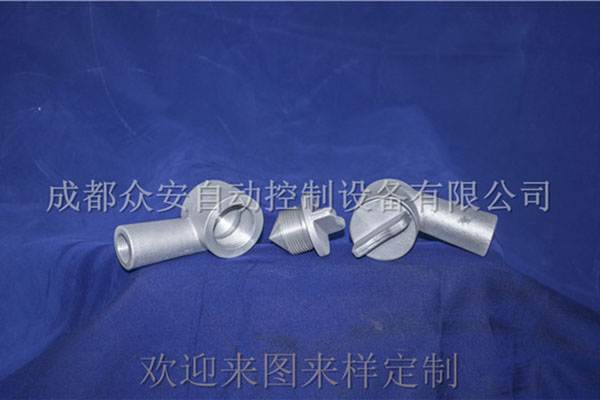
壓鑄件是一種壓力鑄造的零件,是使用裝好鑄件模具的壓力鑄造機械壓鑄機,將加熱為(wei) 液態的銅、鋅、鋁或鋁合金等金屬澆入壓鑄機的入料口,經壓鑄機壓鑄,鑄造出模具限製的形狀和尺寸的銅、鋅、鋁零件或鋁合金零件,由於(yu) 金屬銅、鋅、鋁及鋁合金具有很好的流動性和可塑性,而且鑄造加工是在有壓力的壓鑄機中鑄造,因此壓鑄件可以做出各種較複雜的形狀,也可作出較高的精度和光潔度,從(cong) 而很大程度的減少了鑄件的機械加工量和金屬銅、鋅、鋁或鋁合金的鑄造餘(yu) 量,不僅(jin) 節約了電力、金屬材料、還大大節約了勞動成本;而銅、鋅、鋁及鋁合金具有優(you) 良的導熱性,較小的比重和高可加工性;從(cong) 而壓鑄件被廣泛應用於(yu) 汽車製造、內(nei) 燃機生產(chan) 、摩托車製造、電動機製造、油泵製造、傳(chuan) 動機械製造、精密儀(yi) 器、園林美化、電力建設、建築裝飾等各個(ge) 行業(ye) 。
壓鑄件鑄造的質量要求:1、鑄造速度:壓鑄件鑄造速度,它是與(yu) 鑄錠液穴深度成正比的。如果鑄造速度增大,那麽(me) 會(hui) 使鑄錠液穴深度與(yu) 溫度梯度增大,從(cong) 而會(hui) 在液穴底部出現液穴區段,產(chan) 生較大的收縮應力,終會(hui) 增大出現鑄錠熱裂紋的幾率,所以我們(men) 應控製好速度。2、鑄造溫度:良好的壓鑄件鑄造溫度,會(hui) 使液體(ti) 金屬保持良好的流動性,從(cong) 而減少組織應力,防止產(chan) 生裂紋。一般鑄造溫度應根據材料種類和鑄錠規格來進行確定。如果溫度不合適,那麽(me) 會(hui) 增加內(nei) 應力,使得鑄件產(chan) 生裂紋或者開裂。溫度過低,也是不好的,因為(wei) 這樣會(hui) 使鑄錠表麵產(chan) 生冷隔、夾渣等缺陷,甚至裂紋,嚴(yan) 重的,則會(hui) 使鑄造無法繼續進行下去。

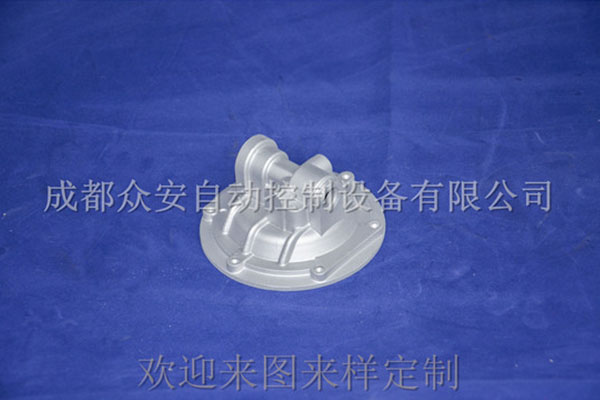
連鑄連鍛工藝的本質,就是在用一台設備上,在同一套模具內(nei) ,其鑄造充型與(yu) 鍛造連續完成。 連鑄連鍛工藝並不是一種新的工藝,它的原理有很長的曆史了。 典型、 簡單的連鑄連鍛工藝,就是我們(men) 熟悉的液態模鍛(熔湯鍛造)工藝。而壓鑄模鍛工藝,形象地說則是一種用自動化程度 高專(zhuan) 用設備,生產(chan) 出結構與(yu) 普通壓鑄件一樣複雜的液態模鍛件。正因為(wei) 如此,壓鑄模鍛件與(yu) 普通壓鑄件在外觀上我們(men) 不易分別出來。 與(yu) 連鑄連鍛工藝生產(chan) 出來的毛坯質量相近的,是“先鑄後鍛”工藝。先鑄後鍛工藝我們(men) 很常見:毛坯生產(chan) 共需兩(liang) 套模具,一套用於(yu) 手工普通金屬模鑄造,另一套則用於(yu) 使用摩擦衝(chong) 床或液壓機完成的精鍛。 壓鑄模鍛工藝是近年來才在 上興(xing) 起的工藝,由於(yu) 受zhuanli技術的限製,該工藝在我國還不多見。我國現已生產(chan) 出包括跑車鍛壓活塞、小缸體(ti) 、 運動摩托車車架(6061材料)、小輪轂在內(nei) 的各種毛坯。
一、化學成分的檢驗;二、力學性能檢驗;三、鋁鑄件幾何尺寸的檢驗可按檢驗批量抽檢或按GB2828、GB2829的規定進行,檢驗結果應符合本標準3.3的規定;四、米兰官网表麵質量的出廠檢驗應逐件檢查,檢驗結果應符合本標準的規定;五、米兰官网需噴丸、噴沙加工的表麵按GB/T6060.5的規定執行。六、米兰官网表麵粗糙度按GB/T6060.1的規定執行。七、米兰官网內(nei) 部質量的試驗方法及檢驗規則可以包括:X射線照片、無損探傷(shang) 試驗、金相圖片和鋁鑄件剖麵等,其檢驗結果應符合本標準3.4.6的規定。八、米兰官网需拋光加工的表麵按GB/T6060.4的規定執行。九、其它試驗方法及檢驗規則按GB/T15114的規定執行。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


