

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

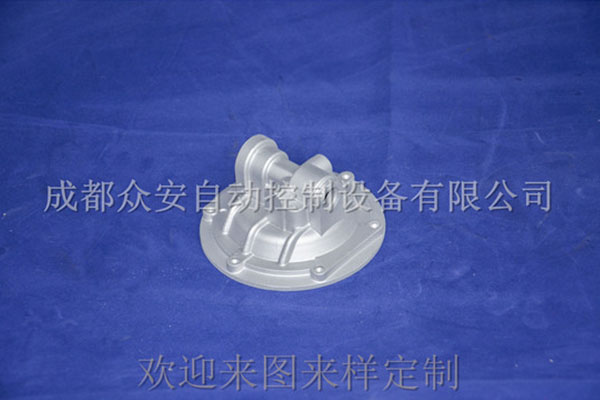
傳(chuan) 統壓鑄工藝主要由四個(ge) 步驟組成,這四個(ge) 步驟包括模具準備、填充、注射以及落砂,它們(men) 也是各種改良版壓鑄工藝的基礎。在準備過程中需要向模腔內(nei) 噴上潤滑劑,潤滑劑除了可以幫助控製模具的溫度之外還可以有助於(yu) 鑄件脫模。然後就可以關(guan) 閉模具,用高壓將熔融金屬注射進模具內(nei) ,這個(ge) 壓力範圍大約在10到175兆帕之間。當熔融金屬填充完畢後,壓力就會(hui) 一直保持直到鑄件凝固。然後推杆就會(hui) 推出所有的鑄件,由於(yu) 一個(ge) 模具內(nei) 可能會(hui) 有多個(ge) 模腔,所以每次鑄造過程中可能會(hui) 產(chan) 生多個(ge) 鑄件。落紗的過程則需要分離殘渣,包括造模口、流道、澆口以及飛邊。這個(ge) 過程通常是通過一個(ge) 特別的修整模具擠壓鑄件來完成的。其它的落紗方法包括鋸和打磨。如果澆口比較易碎,可以直接摔打鑄件,這樣可以節省人力。多餘(yu) 的造模口可以在熔化後重複使用。通常的產(chan) 量大約為(wei) 67%。
壓鑄件鑄造的質量要求:1、鑄造速度:壓鑄件鑄造速度,它是與(yu) 鑄錠液穴深度成正比的。如果鑄造速度增大,那麽(me) 會(hui) 使鑄錠液穴深度與(yu) 溫度梯度增大,從(cong) 而會(hui) 在液穴底部出現液穴區段,產(chan) 生較大的收縮應力,終會(hui) 增大出現鑄錠熱裂紋的幾率,所以我們(men) 應控製好速度。2、鑄造溫度:良好的壓鑄件鑄造溫度,會(hui) 使液體(ti) 金屬保持良好的流動性,從(cong) 而減少組織應力,防止產(chan) 生裂紋。一般鑄造溫度應根據材料種類和鑄錠規格來進行確定。如果溫度不合適,那麽(me) 會(hui) 增加內(nei) 應力,使得鑄件產(chan) 生裂紋或者開裂。溫度過低,也是不好的,因為(wei) 這樣會(hui) 使鑄錠表麵產(chan) 生冷隔、夾渣等缺陷,甚至裂紋,嚴(yan) 重的,則會(hui) 使鑄造無法繼續進行下去。
ZL105合金鋁,力學性能高,鑄造性和焊接性令人滿意,切削加工性能和耐熱強度比ZL104好。但塑性低,腐蝕穩定性不高,適合於(yu) 各種鑄造方法。該類合金主要被用於(yu) 軸承支座。 ZL106合金鋁,具有中等的力學性能,很好的流動性能和抗熱裂性。該類合金主要被用於(yu) 形狀複雜,承受靜載荷的零件,要求氣密性高和在較高溫度下工作的零件,如泵體(ti) 和水冷汽缸頭等。

2017年9月3日上午,吉林氟碳噴塗米兰app官方官网下载舉(ju) 行了“西華大學·眾(zhong) 安公司授牌儀(yi) 式”。在典禮儀(yi) 式上,西華大學材料科學與(yu) 工程學院黨(dang) 委書(shu) 記湯子瓊教授和周邊氟碳噴塗米兰app官方官网下载總經理劉新春先生共同為(wei) 米兰app官方官网下载成為(wei) 西華大學“材料成型專(zhuan) 業(ye) 實踐教學基地、先進成型技術研發基地”揭牌。西華大學材料科學與(yu) 工程學院、西河鎮政府、四川省機械行業(ye) 國際商會(hui) 等部門領導出席了儀(yi) 式和相關(guan) 活動。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


