

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
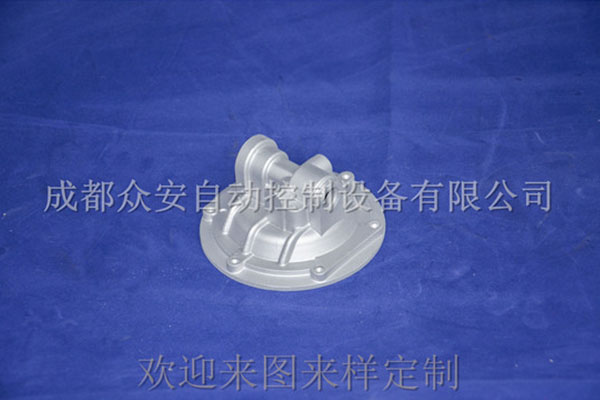
都勻氟碳噴塗鋁鑄件裂紋的產(chan) 生原因:1、專(zhuan) 業(ye) 氟碳噴塗鑄件結構設計不合理,有尖角,壁的厚薄變化過於(yu) 懸殊。如在這種情況下產(chan) 生裂痕的應改進鑄件結構設計,避免尖角,壁厚力求均勻,圓滑過渡。2、砂型退讓性不良也會(hui) 產(chan) 生裂紋。應采取增大砂型退讓性的措施。3、鑄型局部過熱會(hui) 導致裂紋 ,應保證鑄件各部分同時凝固或順序凝固,改進澆注係統設計。4、澆注溫度過高也會(hui) 產(chan) 生裂紋,應適當降低澆注溫度。5、自鑄型中取出鑄件過早會(hui) 鑄件變形時采用熱校正法應控製鑄型冷卻出型時間。6、熱處理過熱,冷卻速度過激後產(chan) 生裂紋,鑄件變形時采用熱校正法。正確控製熱處理溫度,降低淬火冷卻速度。
米兰app官方官网下载於(yu) 2000年4月在成都市龍泉驛區注冊(ce) 成立,一直專(zhuan) 注於(yu) 鋁(鋅)合金鑄造,是成都鋁鑄件生產(chan) 廠家。鋁鑄件廠家眾(zhong) 安為(wei) 用戶量身定製、優(you) 化鑄造方案;提供從(cong) 模具到產(chan) 品的一站式服務。2008年通過ISO質量體(ti) 係認證。是西華大學材料成型專(zhuan) 業(ye) “實踐教學基地、先進成型技術研發基地”。是一家技術過硬,品質一流,服務優(you) 良的鋁(鋅)合金專(zhuan) 業(ye) 鑄造生產(chan) 廠家。

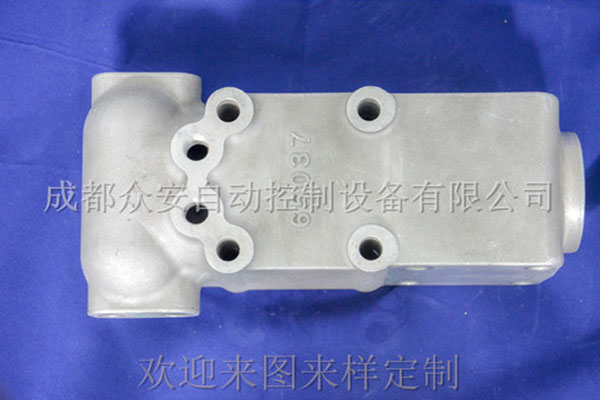
壓鑄是一種方法,需要通過設計利用高壓把熔融狀態下的金屬液體(ti) 推射進入模具型腔。通常使用的鋅等有色金屬包括銅,鉛,鎂,錫等材料進行製作並進行鋁鑄件的壓鑄。這個(ge) 過程是 適合於(yu) 大規模生產(chan) 的中小型零件的生產(chan) 要求。這個(ge) 過程是非常方便,從(cong) 而成為(wei) 廣泛使用的鋅金屬加工業(ye) 務的鑄造方法。生產(chan) 鋁鑄件鋁鑄件過程中,需要一個(ge) 不同的形狀,從(cong) 簡單的到複雜的設計均是合適的。鑄造跟其他的過程相比是比較適當的。對鋅的寬度測量部分混合料的生產(chan) ,這項技術已創建的鋁鑄件光滑的表麵以及良好的尺寸精度和識別。鋁鑄件壁厚比砂型鑄造和金屬性鑄造 薄。鋁鑄件講述,通過這一製作工藝,螺紋刀片,加熱元件和高強度軸承表麵可設定相關(guan) 的設計係數。這種技術還有效減少或消除了進行二次操作的 。鋁鑄件壓鑄過程中展現的另一個(ge) 特征是它具有生產(chan) 速度快,高抗拉強度的優(you) 勢。

壓鑄作為(wei) 一一種特殊鑄造方法,與(yu) 其他鑄造方法相比,其基本的特征是將液態金屬以高速高壓對模具進行填充充型,但是,由於(yu) 壓鑄方法固有的充型造成的噴射以及金屬模具快速冷卻和高的生產(chan) 效率對模具的損害,使壓鑄件不可避免的產(chan) 生很多缺陷,一些缺陷是與(yu) 壓鑄方法與(yu) 之俱來的,一些則是可以避免的,一些缺陷不會(hui) 影響壓鑄件的性能,所以不會(hui) 造成鑄件廢品,而另外一些缺陷則可能會(hui) 影響鑄件的性能而成為(wei) 廢品。質量是企業(ye) 的生命線,是提高企業(ye) 競爭(zheng) 能力的重要支柱,是提高企業(ye) 經濟效益的重要條件,因此,提高壓鑄件質量,無論對於(yu) 壓鑄企業(ye) 的經濟利益,還是減少資源浪費的社會(hui) 效益,都是非常有利的。

1)去除澆道、溢流槽及其毛刺,通常采用衝(chong) 床衝(chong) 切。衝(chong) 切後一般不再手工作業(ye) 。衝(chong) 床難以去除時,可用手工去除,但不得引起缺肉和變形。2)產(chan) 品需精修時,可用砂輪機、砂輪磨光機或拋光機打光,不到位的部位用刮刀、銼刀加以修整。3)壓鑄件發生變形時,可用專(zhuan) 用胎具和設備校正,校正後應需退火或時效處理。2、壓鑄件的檢驗。壓鑄件檢驗一般由供需雙方確定,常規檢查項目為(wei) :1)化學成分和壓鑄試樣力學性能,應符合/T15115的規定。2)壓鑄件的幾何形狀和尺寸,應符合鑄件圖紙,尺寸公差按GB/T6414規定。3)壓鑄件的外觀質量表麵光滑不得有裂紋、疏鬆、氣泡和任何穿透性缺陷。4)其他用戶需要檢驗的項目。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


