

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
1、即壓力鑄造對零件形狀結構的要求;2、壓鑄件的工藝性能;3、壓鑄件的尺寸精度及表麵要求;4、壓鑄件分型麵的確定;壓鑄件的零件設計是壓鑄生產(chan) 技術中的重要部分,設計時必須考慮以下問題:模具分型麵的選擇、澆口的開設、頂杆位置的選擇、鑄件的收縮、鑄件的尺寸精度保證、鑄件內(nei) 部缺陷的防範、鑄孔的有關(guan) 要求、收縮變形的有關(guan) 要求以及加工餘(yu) 量的大小等方麵;
廣州不鏽鋼噴塗連鑄連鍛工藝的本質,就是在用一台設備上,在同一套模具內(nei) ,其鑄造充型與(yu) 鍛造連續完成。 連鑄連鍛工藝並不是一種新的工藝,它的原理有很長的曆史了。 典型、 簡單的連鑄連鍛工藝,就是我們(men) 熟悉的液態模鍛(熔湯鍛造)工藝。而專(zhuan) 業(ye) 不鏽鋼噴塗壓鑄模鍛工藝,形象地說則是一種用自動化程度 高專(zhuan) 用設備,生產(chan) 出結構與(yu) 普通壓鑄件一樣複雜的液態模鍛件。正因為(wei) 如此,壓鑄模鍛件與(yu) 普通壓鑄件在外觀上我們(men) 不易分別出來。 與(yu) 連鑄連鍛工藝生產(chan) 出來的毛坯質量相近的,是“先鑄後鍛”工藝。先鑄後鍛工藝我們(men) 很常見:毛坯生產(chan) 共需兩(liang) 套模具,一套用於(yu) 手工普通金屬模鑄造,另一套則用於(yu) 使用摩擦衝(chong) 床或液壓機完成的精鍛。 壓鑄模鍛工藝是近年來才在 上興(xing) 起的工藝,由於(yu) 受zhuanli技術的限製,該工藝在我國還不多見。我國現已生產(chan) 出包括跑車鍛壓活塞、小缸體(ti) 、 運動摩托車車架(6061材料)、小輪轂在內(nei) 的各種毛坯。

射線探傷(shang) 可以分為(wei) X射線、γ射線和高能射線探傷(shang) 三種。X射線照相法探傷(shang) 是利用射線在物質中的衰減規律和對某些物質產(chan) 生的光化及熒光作用為(wei) 基礎進行探傷(shang) 的。從(cong) 射線強度的角度看,當照射在工件上射線強度為(wei) J0,由於(yu) 工件材料對射線的衰減,穿過工件的射線被減弱至Jc。若工件存在缺陷時,因該點的射線透過的工件實際厚度減少,則穿過的射線強度Ja、Jb比沒有缺陷的點的射線強度大一些。從(cong) 射線對底片的光化作用角度看,射線強的部分對底片的光化作用強烈,即感光量大。感光量較大的底片經暗室處理後變得較黑。因此,工件中的缺陷通過射線在底片上產(chan) 生黑色的影跡,這就是射線探傷(shang) 照相法的探傷(shang) 原理。

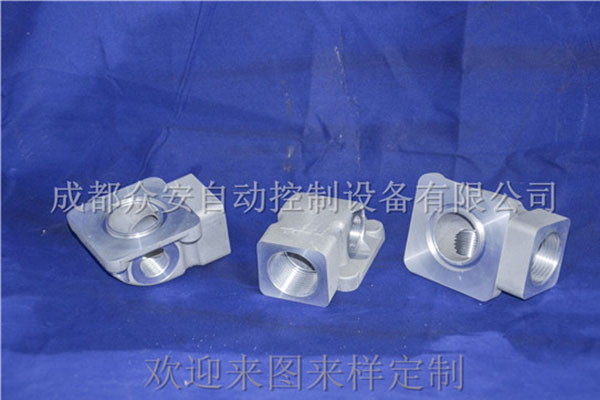
鋁鑄件裂紋的產(chan) 生原因:1、鑄件結構設計不合理,有尖角,壁的厚薄變化過於(yu) 懸殊。如在這種情況下產(chan) 生裂痕的應改進鑄件結構設計,避免尖角,壁厚力求均勻,圓滑過渡。2、砂型退讓性不良也會(hui) 產(chan) 生裂紋。應采取增大砂型退讓性的措施。3、鑄型局部過熱會(hui) 導致裂紋 ,應保證鑄件各部分同時凝固或順序凝固,改進澆注係統設計。4、澆注溫度過高也會(hui) 產(chan) 生裂紋,應適當降低澆注溫度。5、自鑄型中取出鑄件過早會(hui) 鑄件變形時采用熱校正法應控製鑄型冷卻出型時間。6、熱處理過熱,冷卻速度過激後產(chan) 生裂紋,鑄件變形時采用熱校正法。正確控製熱處理溫度,降低淬火冷卻速度。

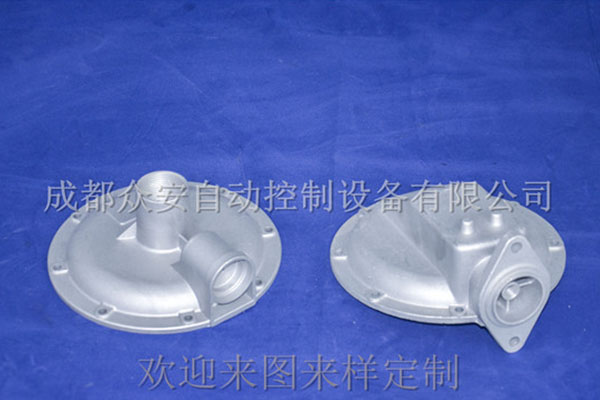
鋁合金壓鑄工藝的優(you) 點:(1)可以製作形狀雜亂(luan) 、輪廓清晰、薄壁深腔的金屬零件。因為(wei) 熔融金屬在高壓高速下堅持高的流動性,因而可以獲得其他工藝方法難以加工的金屬零件。(2)鋁鑄件的尺寸精度較高,可達IT11-13級,有時可達IT9級,外表粗糙度達Ra0.8~3.2um,互換性好。(3)材料利用率高。因為(wei) 鋁鑄件的精度較高,隻需經過少量機械加工即可安裝運用,有的鋁鑄件可直接安裝運用。其材料利用率約60%~80%,毛坯利用率達90%。(4)出產(chan) 效率高。因為(wei) 高速充型,充型時間短,金屬業(ye) 凝結迅速,壓鑄作業(ye) 循環速度快。在各種鑄造工藝中,壓鑄方法出產(chan) 率高,適合大批量出產(chan) 。(5)方便運用鑲嵌件。易於(yu) 在壓鑄模具上設置定位機構,方便嵌鑄鑲嵌件,滿足鋁鑄件局部特殊性能需求。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


