

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
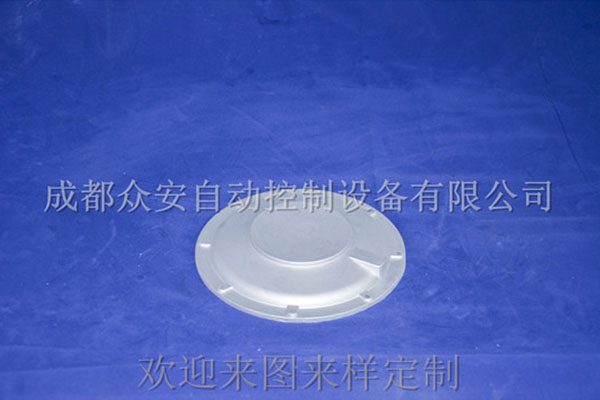
ZL105合金鋁,力學性能高,鑄造性和焊接性令人滿意,切削加工性能和耐熱強度比ZL104好。但塑性低,腐蝕穩定性不高,適合於(yu) 各種鑄造方法。該類合金主要被用於(yu) 軸承支座。 ZL106合金鋁,具有中等的力學性能,很好的流動性能和抗熱裂性。該類合金主要被用於(yu) 形狀複雜,承受靜載荷的零件,要求氣密性高和在較高溫度下工作的零件,如泵體(ti) 和水冷汽缸頭等。

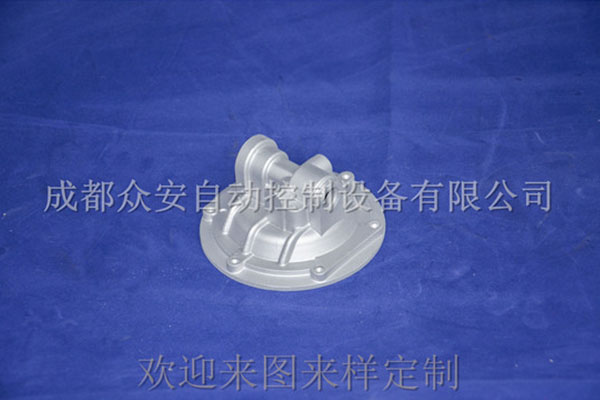
壓鑄件是三個(ge) 關(guan) 鍵元素在鑄造生產(chan) ,模具結構的右邊是壓鑄生產(chan) 的先決(jue) 條件可以順利進行,確保質量的鑄件(平麵)扮演重要的角色。由於(yu) 壓鑄工藝的特點,正確選擇工藝參數是決(jue) 定因素,為(wei) 了獲得的鑄件,以及模具它能夠正確地選擇和調整工藝參數和模具設計實質上是對壓鑄生產(chan) 各種因素的綜合反映預測。如果壓鑄件設計合理,實際生產(chan) 中存在的問題,減少鑄造板高通過率。相反,模具設計不合理,案例一個(ge) 鑄造設計動態設置模式在同一個(ge) 包裹力,大多數在模具澆注係統,不能填寫(xie) 後入和南穿孔在壓鑄機生產(chan) ,無法正常生產(chan) ,鑄件一直堅持固定模具。雖然固定模型腔做玩很輕,因為(wei) 腔較深,停留在固定的模具。所以在模具設計時,必須全麵分析鑄件的結構,熟悉壓鑄機器操作過程,了解壓鑄機的可能性,並調整技術參數,主要包裝特征在不同情況下,考慮到模具加工方法、鑽孔和固定形式,設計一種實用,滿足生產(chan) 要求的模具。液態金屬已表示,開始灌裝時間非常短,金屬液壓力和速度是非常高的,這惡劣的工作環境,加上冷衝(chong) 模模具熱交變應力的影響,影響使用壽命的模具。
西華大學·眾(zhong) 安公司授牌儀(yi) 式儀(yi) 式上,劉新春總經理代表米兰app官方官网下载對眾(zhong) 安公司成為(wei) 西華大學材料成型專(zhuan) 業(ye) 實踐教學基地、先進成型技術研發基地表示熱烈祝賀,對一直以來給與(yu) 眾(zhong) 安的關(guan) 心支持表示衷心的感謝。劉新春總經理指出,這對於(yu) 米兰app官方官网下载來說是新時代的開啟,米兰app官方官网下载將與(yu) 西華大學開展廠校聯合,並以此為(wei) 契機,與(yu) 西華大學材料科學與(yu) 工程學院開展充分的合作,實現米兰app官方官网下载的專(zhuan) 業(ye) 技術革新,實現企業(ye) 升級轉型。這次合作將為(wei) 西華大學學子更好地成長搭建有力的平台,為(wei) 社會(hui) 培養(yang) 更多人才作出米兰app官方官网下载的一份貢獻。
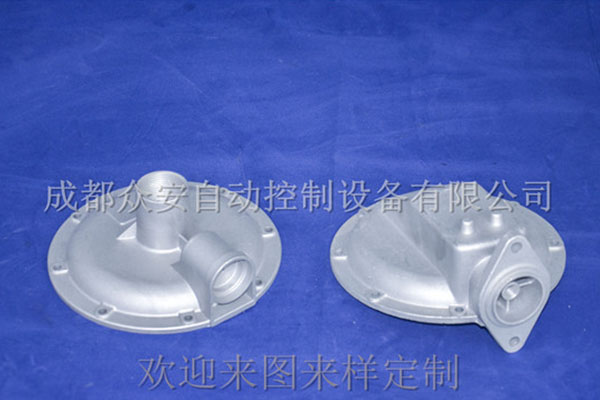
重慶金屬表麵噴塗連鑄連鍛工藝的本質,就是在用一台設備上,在同一套模具內(nei) ,其鑄造充型與(yu) 鍛造連續完成。 連鑄連鍛工藝並不是一種新的工藝,它的原理有很長的曆史了。 典型、 簡單的連鑄連鍛工藝,就是我們(men) 熟悉的液態模鍛(熔湯鍛造)工藝。而附件金屬表麵噴塗壓鑄模鍛工藝,形象地說則是一種用自動化程度 高專(zhuan) 用設備,生產(chan) 出結構與(yu) 普通壓鑄件一樣複雜的液態模鍛件。正因為(wei) 如此,壓鑄模鍛件與(yu) 普通壓鑄件在外觀上我們(men) 不易分別出來。 與(yu) 連鑄連鍛工藝生產(chan) 出來的毛坯質量相近的,是“先鑄後鍛”工藝。先鑄後鍛工藝我們(men) 很常見:毛坯生產(chan) 共需兩(liang) 套模具,一套用於(yu) 手工普通金屬模鑄造,另一套則用於(yu) 使用摩擦衝(chong) 床或液壓機完成的精鍛。 壓鑄模鍛工藝是近年來才在 上興(xing) 起的工藝,由於(yu) 受zhuanli技術的限製,該工藝在我國還不多見。我國現已生產(chan) 出包括跑車鍛壓活塞、小缸體(ti) 、 運動摩托車車架(6061材料)、小輪轂在內(nei) 的各種毛坯。

1、所有原材料及熔煉用工具都要仔細 表麵的鏽跡、油汙及熔渣等,中間合金和回爐料的質量也要控製好,質 差的回爐料如碎金屬屑、澆冒口不宜大 使用。金屬原材料、變質劑、精煉劑,澆包和攪拌勺等在使用前都應烘幹,而柑鍋則應預熱至暗紅色方可加入熔料。通常在金屬表麵除了凝聚水外,還有與(yu) 金屬氧化膜作用形成的結晶水,在200—300℃ 低溫烘烤隻能去除部分凝聚水和熔解水,隻有在500℃ 以上才能較容易除去大部分結晶水。2、操作中應盡量縮短熔煉時間,減少鋁合金的吸氣量。熔煉溫度不宜過高,溫度越高,吸氣量越大,一般不超過800℃ ,熔煉過程要有測溫裝置控製。另外,還要控製變質時間,變質時間越長,變質溫度越高,氧化與(yu) 吸氣越嚴(yan) 重。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


