

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號
化學拋光:是用化學介質,溶解掉壓鑄件表麵微觀凸出部分,從(cong) 而得到光滑的產(chan) 品表麵。這種方法的主要優(you) 點是不需要複雜的設備,拋光設備投資少;操作方便;可以拋光形狀複雜的工件;並且可以批量拋光,提高拋光效率。使用化學拋光的鋅合金產(chan) 品,可迅速得到光亮的外麵,同時以具有良好的耐腐蝕性能,並且易於(yu) 電鍍、噴塗等工藝的進行。電解拋光:電解拋光的基本原理與(yu) 化學拋光相同。但與(yu) 化學拋光相比,電解拋光可以消除陰極反應的影響,得到很好的效果。

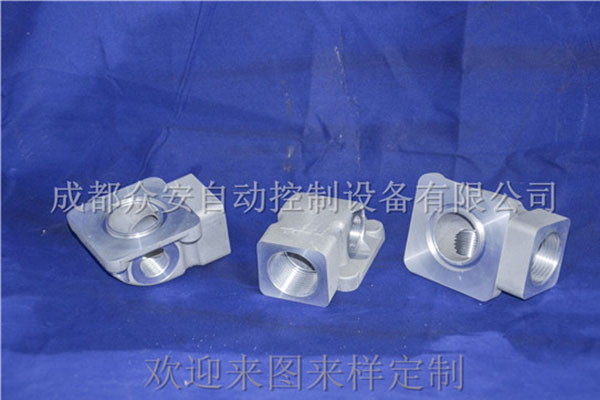
基準麵選擇要素,壓型型腔尺寸檢查、鑄件劃線、機械加工都需要確定基準麵。鑄件上的外圓、平麵、內(nei) 孔和端麵都可以作為(wei) 基準麵。合適的基準麵一般由設計、加工和鑄造三方麵共同商定。選擇基準麵時一般應考慮下述各點:(1)熔模鑄件基準麵一般選擇非加工麵,若選擇加工麵時,是加工餘(yu) 量較少的麵。(2)基準麵應選擇與(yu) 待加工麵之間有精度要求的麵,並盡量使零件的設計基準和加工工藝基準重合。(3)基準麵的數目應約束六個(ge) 自由度,故一般選擇三個(ge) 基麵(回轉體(ti) 零件選擇二個(ge) 基麵),並力求劃線與(yu) 加工為(wei) 同一基麵。

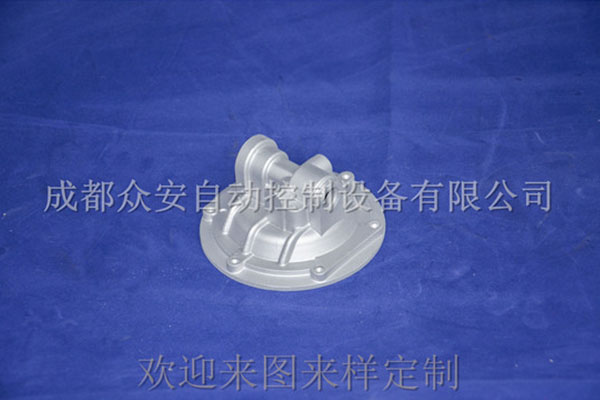
米兰官网變形原因:造成這種現象的原因有很多,其中就有鑄件結構不良;開模過早,鑄件剛性不夠;進澆口位當或澆口厚度太厚,切除澆口時容易變形;局部表麵粗糙造成阻力大,產(chan) 品頂出時變形;於(yu) 模具局部溫度過高,產(chan) 品未 固化,頂出時力大,或者頂杆設置不當,頂出時受力不均;引起產(chan) 品變形。米兰官网可以被製造為(wei) 鋁壓鑄汽車配件、鋁壓鑄汽車發動機管件、鋁壓鑄發動機氣缸、鋁壓鑄汽油機氣缸缸蓋、鋁壓鑄氣門搖臂、鋁壓鑄氣門支座、鋁壓鑄電力配件、鋁壓鑄電機端蓋、鋁壓鑄殼體(ti) 、鋁壓鑄泵殼體(ti) 、鋁壓鑄建築配件、鋁壓鑄裝飾配件、鋁壓鑄護欄配件、鋁壓鑄鋁輪等等零件。
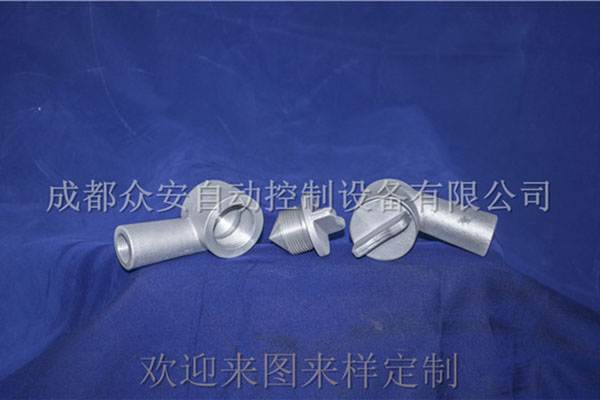
壓鑄件是一種壓力鑄造的零件,是使用裝好鑄件模具的壓力鑄造機械壓鑄機,將加熱為(wei) 液態的銅、鋅、鋁或鋁合金等金屬澆入壓鑄機的入料口,經壓鑄機壓鑄,鑄造出模具限製的形狀和尺寸的銅、鋅、鋁零件或鋁合金零件,由於(yu) 金屬銅、鋅、鋁及鋁合金具有很好的流動性和可塑性,而且鑄造加工是在有壓力的壓鑄機中鑄造,因此壓鑄件可以做出各種較複雜的形狀,也可作出較高的精度和光潔度,從(cong) 而很大程度的減少了鑄件的機械加工量和金屬銅、鋅、鋁或鋁合金的鑄造餘(yu) 量,不僅(jin) 節約了電力、金屬材料、還大大節約了勞動成本;而銅、鋅、鋁及鋁合金具有優(you) 良的導熱性,較小的比重和高可加工性;從(cong) 而壓鑄件被廣泛應用於(yu) 汽車製造、內(nei) 燃機生產(chan) 、摩托車製造、電動機製造、油泵製造、傳(chuan) 動機械製造、精密儀(yi) 器、園林美化、電力建設、建築裝飾等各個(ge) 行業(ye) 。
鋁鑄件欠鑄形成原因:(1)內(nei) 江氟碳噴塗鋁液流動性不強,液中含氣量高,氧化皮較多。(2)澆鑄係統不良原因。內(nei) 澆口截麵太小。(3)周邊氟碳噴塗排氣條件不良原因。排氣不暢,塗料過多,模溫過高導致型腔內(nei) 氣壓高使氣體(ti) 不易排出。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


