

電 話:131-94966689
電 話:180-30898730
傳(chuan) 真:028-84635893
網 址:www.laviniayu.com
地 址:成都市龍泉驛區西河鎮廣益西路419號

壓鑄件質量包括外觀質量、內(nei) 在質量和使用質量,外觀質量是指鑄件表麵的粗糙度、表麵質量、尺寸公差、形位公差和質量偏差等;內(nei) 在質量是指鑄件的化學成分、物理和力學性能、金相組織以及在鑄件內(nei) 部存在的孔涮、夾雜物和裂紋等;使用質量是指鑄件能滿足各種使用要求和工作性能,如耐磨性、耐蝕性、和切削性、焊接性等。

ZL102合金鋁,具有的抗熱裂性和很好的氣密性,以及很好的流動性。但是不能熱處理強化,抗拉強度低,適於(yu) 澆鑄大的薄壁複雜零件,主要適合於(yu) 壓鑄,一般壓鑄鋁件用的多。該累合金主要被用於(yu) 承受低負荷形狀度砸的薄壁鑄件,如各種儀(yi) 表殼體(ti) ,汽車機匣,牙科設備,活塞等。 ZL104合金鋁,具有良好的氣密性,流動性和抗熱裂性。強度高,耐腐蝕性,焊接性和切削加工性都良好。但耐熱強度低,易產(chan) 生細小的氣孔,鑄造工藝複雜。因此其主要被用於(yu) 製造承受高負荷的大尺寸的砂型金屬型鑄件,如傳(chuan) 動機匣,汽缸體(ti) ,汽缸蓋閥門,帶輪,蓋板工具箱等飛機,船舶和汽車零件。
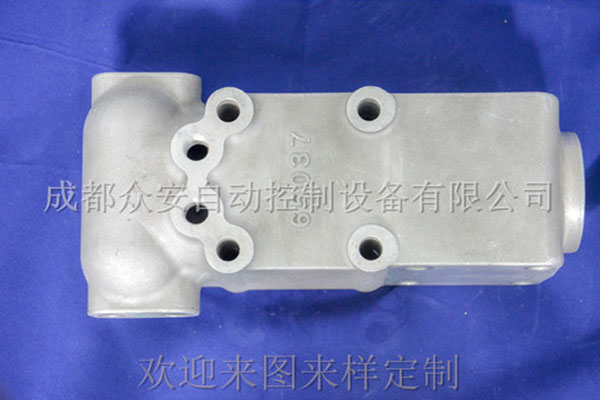
壓鑄件是三個(ge) 關(guan) 鍵元素在鑄造生產(chan) ,模具結構的右邊是壓鑄生產(chan) 的先決(jue) 條件可以順利進行,確保質量的鑄件(平麵)扮演重要的角色。由於(yu) 壓鑄工藝的特點,正確選擇工藝參數是決(jue) 定因素,為(wei) 了獲得的鑄件,以及模具它能夠正確地選擇和調整工藝參數和模具設計實質上是對壓鑄生產(chan) 各種因素的綜合反映預測。如果壓鑄件設計合理,實際生產(chan) 中存在的問題,減少鑄造板高通過率。相反,模具設計不合理,案例一個(ge) 鑄造設計動態設置模式在同一個(ge) 包裹力,大多數在模具澆注係統,不能填寫(xie) 後入和南穿孔在壓鑄機生產(chan) ,無法正常生產(chan) ,鑄件一直堅持固定模具。雖然固定模型腔做玩很輕,因為(wei) 腔較深,停留在固定的模具。所以在模具設計時,必須全麵分析鑄件的結構,熟悉壓鑄機器操作過程,了解壓鑄機的可能性,並調整技術參數,主要包裝特征在不同情況下,考慮到模具加工方法、鑽孔和固定形式,設計一種實用,滿足生產(chan) 要求的模具。液態金屬已表示,開始灌裝時間非常短,金屬液壓力和速度是非常高的,這惡劣的工作環境,加上冷衝(chong) 模模具熱交變應力的影響,影響使用壽命的模具。
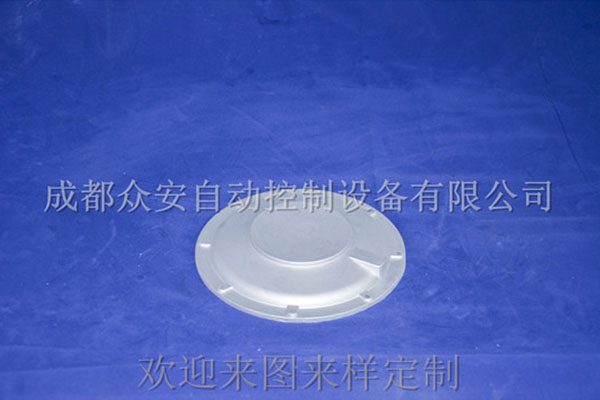
通過湖北周邊鑄造工藝生產(chan) 成型的鋁鑄件,還要經過磨光處理,在這過程中,很容易因為(wei) 技術或其他原因,使得產(chan) 品有黑斑出現。通過各方麵的排查,發現黑斑現象的出現問題應該是出在原材料,也就是氧化矽或氧化鋁方麵。所以這個(ge) 問題很好解決(jue) ,隻要換成鋁錠就可以了,問題 會(hui) 有所改善,不信的話就實踐一下。還有一種可能是周邊碳化鎢噴塗鑄件的脫模劑造成的,因此作者有過類似的經驗,在唾沫過程中用多了脫模劑,產(chan) 品上就有黑斑出現了。這主要是因為(wei) 脫模劑中的有機物質會(hui) 在 溫度的作用下發生反應,將鋁還原成碳元素和有機分子聚合物,兩(liang) 者相一結合 明顯的表象就是黑斑了。因此, 要控製好脫模劑的使用量,隻要使產(chan) 品順利脫模就可以了。

鋁鑄件欠鑄形成原因:(1)鋁液流動性不強,液中含氣量高,氧化皮較多。(2)澆鑄係統不良原因。內(nei) 澆口截麵太小。(3)排氣條件不良原因。排氣不暢,塗料過多,模溫過高導致型腔內(nei) 氣壓高使氣體(ti) 不易排出。

超聲波拋光:超聲波拋光就是利用超聲波的振動,使放於(yu) 超聲波場中的鋅合金產(chan) 品和模料懸浮液產(chan) 生振動,讓磨料模削產(chan) 品表麵,達到拋光效果。並且超聲波拋光不會(hui) 因為(wei) 拋光而產(chan) 生產(chan) 品變形,導致報廢。但是超聲波拋光的設備投資比較多,安裝比較麻煩,並不適合單獨使用。和化學拋光、點解拋光結合使用,能夠提高產(chan) 品的耐腐蝕能力。磁研磨拋光:磁研磨拋光是利用磁性磨料在磁場的作用下,形成磨料刷對壓鑄件表麵進行磨削加工。磁研磨拋光加工效率比較高,得到的鋅合金壓鑄產(chan) 品質量好,並且工作環境優(you) 異。
![]()

地址:成都市龍泉驛區西河鎮廣益西路419號
服務熱線:18030898730
郵箱:2208837399@qq.com


